

Andy52280
-
Публикации
317 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
17
Сообщения, опубликованные пользователем Andy52280
-
-
12 часов назад, markovki сказал:обратил внимание, что подклинивает головка, при холостых передвижениях
Это вообще недопустимо. У вас не CNC роутер с порталом на 100 кг, который не заметит таких мелких подклиниваний. У лазера все должно двигаться без малейших закусываний. Поэтому, похоже, первое внимание на механику. Для начала гляньте, не цепляет ли за что-нибудь гибкий кабель-канал. У меня, например, концевик оси Y попадается на пути этого кабель-канала в крайнем верхне-правом положении. Если он не при делах, то придется снимать кабель-канал и ремень оси Х совсем и пробовать многократно двигать голову туда-сюда. Нет клина - проверяем сам движок. Голый, со сброшенным ремнем. Попадание чего-либо внутрь подшипов или в зазор между ротором и статором, просто кривая сборка - как раз могут приводить к подклиниванию. Если после многочасовых дерганий за каретку головы и за вал двигателя так ничего подозрительного и не выявлено, смотреть задевание за что-нибудь снова установленного ремня при разных положениях головы. Китайцы постоянно прикручивают рельсы к балкам, засверливаясь и нарезая резьбу по месту. Стружку при этом не выбирают от слова совсем. В итоге рельса вместо прямой линии представляет собой кучу бугров и изгибов. Возможно, что из-за этой кривизны и подклинивает временами. Надо проверять. Опять же, китайские каретки (поддельный хивин, например) могут сами быть с изъяном перехода кольцевой канавки.
-
Да, мастер весьма оригинален. Есть еще одно подозрение. Что если откинуть на время некий проводок, зажатый в клемме "5V"? ИМХО, это красная лазерная указка. На работу станка не повлияет, а вот если она сажает внутренний выход +5В, то может как раз мешать нормальной работе.
-
 1
1
-
-
Сопла у станков одинаковые? Есть вероятность, что фокус вы ставите каким-нибудь куском оргстекла от кончика сопла до поверхности фанеры. Так? Тогда запросто можно промахнуться с фокусом. Тут надо сравнить сопла - глубину посадки линзы, диаметр выходного отверстия. От высоты сопла над столом и его диаметра зависит еще и качество продувки реза. Опять же, если канал сопла в длину большой, то луч может задевать стенки.
-
 1
1
-
-
На одной из сторон БВН есть отверстие. Там многооборотный подстроечный резистор. Тонкой отверточкой, запустив непрерывный рез на 100% мощности по контроллеру, выкручиваем максимальный ток трубки по миллиамперметру. Для вашей трубы - 29 мА. И на будущее - не используем мощность выше 80%.
-
2
-
-
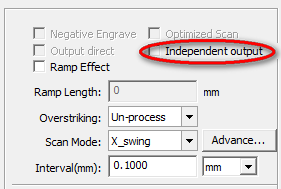
Вот та галочка. Но далее будет зависеть от того, что вы скормили РДВорксу.

-
Юрий, умерьте аппетиты в части скорости реза, поставьте нормальный компрессор, не используйте мощность выше 80%. Про то, что нужно проверить фокус, юстировку, кривость стола, нормальное охлаждение, соответствие тока на трубе номиналу - как бы можно не упоминать.
-
2
-
-
Некоторые владельцы станков наоборот, избавляются от этих финтифлюшек. Они и так-то не панацея, а уж в китайском исполнении и подавно только точкой отказа могут стать. Да и никто не может гарантировать, что там внутри не пара перемычек от входа к выходу.
-
1
-
-
Экономят, гады. Там есть выход +5В, вот они и сэкономили целый один БП. Да и тот БП, который в виде открытой платы (обычно на 24В) - тоже так себе.
-
Что, интересно, подводит в этом процессе смазывания мокрым пальцем? Пигментные чернила не должны размываться водой. После высыхания, конечно. Но они отлично смываются растворителями. А вот если грунт не полимеризуется, а только высыхает - это просто упсссс. Тогда и лак акриловый не применишь - все потечет. Алкидные же растворят пигмент.
-
1
-
1
-
-
Возможно, у вас Руида и движки питаются от одного БП. Так лучше не делать.
-
Лечение есть, а как же! Курите мануал от сей программы.
-
1
-
-
Замените охлаждающую жидкость на дистиллят. С полным сливом предыдущей. Хотя бы временно, для проверки.
-
По первому вопросу - поставьте галочку, чтобы РДВоркс вообще обращал внимание на разделение по слоям. Похоже, ее нет.
Луч может перестраиваться по мощности когда вам это необходимо. Маленькие гномики-наладчики с инструментами настолько шустры, что их попросту не видно.
А серьезно - при работе меняется температура БВН и самой трубы. От этого плавает нижний предел стабильного зажигания разряда. И нельзя ставить совсем низкое значение мощности, которое может оказаться нестабильным. Попробуйте немного увеличить.
По второму вопросу - вы, случаем, не удаляете вообще весь слой с контуром перед запуском реза? Так делать нельзя. Нужно или ставить некий маркер в начале поля станка и не трогать его потом ни в коем случае или не удалять, а просто вкл/выкл обработку нужного слоя справа в таблице слоев РДВоркса.
-
1
-
-
Именно так. А некоторые, кто таки подобрал нужные вещества, покупают в строймаге за 200 руб трехкилограммовую банку ПВА, разводят в 200 литровой бочке и продают в литровой таре по 1000 руб/литр.
-
Совсем непрорезанная ни ножом ни лазером фанера может потянуть при отломе весь слой. Или отделять убежавшие щепки и клеить на место или замазывать шпаклевкой.
Нож - да, ломается запросто. Тут навык нужен. Толстые лезвия тоже не всегда в помощь, да и самый кончик все равно отломится при малейшем боковом воздействии.
А плюсики и минусики ставятся сердечком справа внизу.-
1
-
-
Лак для волос смывается водой. Поэтому без дополнительного слоя защиты никуда не годится.
-
-
Все это присутствует на фотке. Фанерная звезда, акриловая коробка, этикетки на непонятных сосисках...
Ну и кромсалка-поджигалка наличествуют.
-
Если выбрасывать все, что хоть маленько недорезалось, то это однозначно ппц. Такое себе может позволить только Ugears. У них продукция идет на экспорт и 60% брака фанеры сорта Элит для них вполне приемлемо.
Руида. Спокойно заканчиваешь работу. НИЧЕГО НЕ ТРОГАЕШЬ на станке! В РДВорксе выделяешь всё, переносишь на другой цвет-слой, не активный (который выключен для резки). Выделяешь непрорезавшиеся вектора, возвращаешь их на рабочий слой. Ну или заранее имеешь один из слоев как дорезающий. Запускаешь снова на резку. Станок режет только то, что выделено на активный слой, не смещаясь никуда относительно полного задания. Если не дорезалось снова, можно попробовать еще разок и еще.
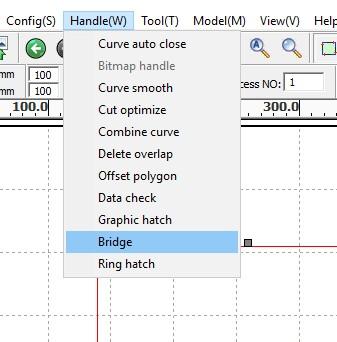
Если недорез на длиииинном векторе, разбиваешь его с помощью стандартной функции "бридж" на куски по 10-20 мм с промежутками в 0,1 мм. И активируешь для реза только те места, где реально недорез.
В стоимость резки и материала заранее закладываешь коэффициент брака. На хорошей фанере он может быть и не нужен. Но на обычной - пригодится. Ты же не хочешь зазря амортизировать станок и переводить материал?
Естественно, фанера в месте недореза будет черной по торцу и ее придется как-то дорабатывать. А пласти от черноты вполне себе шлифуются обычным образом. -
16 часов назад, limoz сказал:Купил себе синий, не нарадуюсь. На 3 станка дует, никаких проблем.
Мдя. Это плюс. Однозначно. Правда, такого хватает на шиномонтажку из пары постов.
-
А что там за склад?
-
ПВХ резалось на станке что ли?
-
ИМХО, ничего настраивать по утру не нужно.
Все дело в том, что у контроллера наступил timeout в процессе ожидания сработки концевика. Тупо вырубаем питание, вручную подводим сантиметра на 2-3 к home и включаем питание. Если продолжает ехать не туда, куда нужно, заставляем линейкой сработать концевик и снова выкл/вкл питания станка. Мозги Руиды должны встать на место и вспомнить нормальный режим работы. У меня, во всяком случае, было такое. Настройки при этом не трогал.
Протирать спиртом индуктивный концевик не нужно и не поможет. Он герметичен и срабатывает на подъезд к нему металла. Вот металл должен быть параллелен активной плоскости концевика. Если он под углом, а тем паче не перекрывает середину датчика - могут быть глюки.-
1
-
-
Евгений, а вы не печатали на невпитывающих материалах? В качестве грунта что можно использовать?
Сильно греется двигатель по оси X, в отличие от Y
в Электроника
Опубликовано: · Изменено пользователем Andy52280 · Жалоба на ответ
Ой, мляяя. Извините за мой хранцузский. ЭТО - ужос. ИМХО, там шарики вообще не ездят. Только изредка проскальзывают. Резюме: надо разбирать каретку и промывать как минимум. Скорее всего там или квадратные шарики или стружка. На рельсе надписи лазером есть? На каретке? Нормой считается ставить хивиновские рельсы. Но китайцы могли воткнуть все, что угодно. Если не вышел срок, срочно накатать диспут на Али.