PavelK
-
Публикации
9 495 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
539











О PavelK

-
Звание
Administrator
- День рождения 19.09.1991
Посетители профиля
184 068 просмотров профиля






-
Добрый день. Есть. А свои файлы выложили?
-
Приветствую. Соглашусь с предыдущим ответом. Нет, у шагового двигателя нет самовозбуждения в прямом понимании. При удержании движка на месте драйвер то же подаёт ток на обмотки - обычно ставят в половину рабочего, но на l297 как таковой нет возможности такой. Так же механика движков не идеальна, микроскопическая разница в положении полюсов по любому есть - фактически пружина. Ну и до кучи обмотки имеют свою индуктивность + mosfet могут быть выбросы. Из любопытства - почему бы не использовать готовые заводские драйверы?
-

ЧПУ для отрезного станка по профилю
PavelK ответил в тему пользователя Kok в Шлифовальные и рейсмусовые станки
Инкрементный энкодер - стоит можно сказать копейки уже. Но дополнительно потребуется концевые датчики. Вполне. Драйвер для шагового двигателя ен забудьте соответствующий. Тут уже проблемнее - прям на одну ось, с поддержкой обратной связи по инкрементному энкодеру я не видел. Можно самостоятельно собрать на банальной Ардуинке, но тут программировать нужно уметь. -
Лазерная трубка. Установка, подключение, часто задаваемые вопросы
PavelK ответил в тему пользователя PavelK в Полезные советы
Спорно. Вообще напомню, что, по идее, входной патрубок должен быть снизу, выходной сверху что бы минимизировать воздушные пузыри. Но вот с каких сторон вход/выход ОЖ уже производитель решает. Вообще, имхо, вход должен быть у анода (глухого зеркала, там где высоковольтный подключается), так как там чуть больше нагрев, а так же там змеевик рекуператора. НО, по личным опытам, при потоке ОЖ >10 л/м без разницы (отслужила статистически средний срок). -
Usaq добрался наконец-то до станка и ремней, увы, маркировку не нашёл. Вообще профиль HTD3M ширина 15мм а вот длину не замерил.
-
Aman - апгрейд для программного управления скоростью вращения шпинделя
PavelK ответил в тему пользователя PavelK в Общие вопросы
Здравствуйте. Неа - отдал уже, у себя давно заменил чего и Вам желаю =)) -
Доброго дня. А вектора чертит нормально или то же луч постоянный? Возможно подключили блок розжига неправильно. P.S. M2 Nano не управляет мощностью - она может только включать/выключать луч в нужные моменты.
-

Версия 1.0.0
3 скачивания
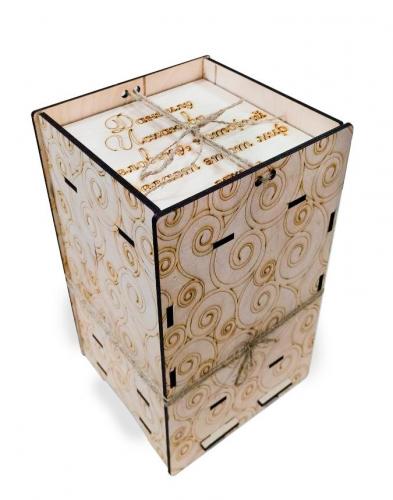
Футляр с пьедесталом для литровых стеклянных бутылок на 4 штуки. Максимальная высота бутылки ~34 см, диаметр в основании ~88мм, горловины ~34мм. Самосборный (склейка не требуется) Рассчитан на 6мм фанеру. Файл в формате Adobe Illustrator 2020.Бесплатно
-
Не удержался, то же заказал на поиграться, уж больно много положительных отзывовов... Да, фигня полная по итогу.
-
Привет! Попалась в рекомендациях волшебная "бумага для цветной лазерной гравировки" для co2 лазера, по обещаниям результат выглядит так: Заказал, проверил, по факту выглядит так: Короче, по-моему развод обыкновенный. Точнее, вероятно "особенности перевода" - мы под "гравировкой" понимаем именно гравировку, а они в том числе резку. Да, если просто вырезать по контуру фигуру, то это обычная одноцветная переводилка, которая, кстати, очень хреново держится и смысла от неё в этой роли то же нет. Инструкция по пользованию достаточно проста: Теперь подробнее о процессе и результатах. Перед заказом на Али спросил ради хохмы продавца - получится ли на фанере, говорит да, на любом материале. Ладно, проверим на фанере, стекле, керамике, металле. Получил на почте листы в таком виде: Кто-то их решил пожевать сначала. Ну ладно, заодно проверим, насколько сильно мятые листы повлияют на нанесение и результат. Кроме замятий, на них хорошо отпечатались все складки целлофана, в котором лежали попарно. Подготовка. Отрезаем кусок размера чуть больше гравируемого шаблона, берём миску с тёплой водой, окунаем лист в неё, что бы покрыт был полностью. Только отвернулся - он уже в рулон смотался. Ладно, развернём аккуратно, подождём пол минуты и можно переносить, для начала на фанеру. Чутка сдвигаем плёнку, фиксируем край и вытаскивая подложку разглаживаем. Да, так же как и переводилки =) Первым минусом стало то, что поверхность фанеры пришлось смочить, иначе плёнка никак не хотела прилипать к ней (фанеру предварительно отшлифовал). Вторым минусом то, что плёнка достаточно тонкая и на местах, где при доставке её гнули - рвётся мгновенно, поэтому на фото не первая попытка. Третьим минусом - если передержать в воде больше пары минут - плёнка в воде сама отслаивается от подложки и переносить на заготовку максимально гемморно. Подсушим чутка промокашкой: Плёнка легла достаточно ровно, но остались виды потёртости из-за транспортировки, а так же дырка (в этом месте была вмятина). Ладно, пробуем гравировать. В макете просто линии с разным интервалом, текст от 10 до 16pt и т.д. что бы понять разрешающую способность. Пробовал разные скорости, мощности, расфокусировать луч, разный шаг гравировки. Дальше, судя по инструкции, мы должны соскаблить лишнее (что не гравировалось). Долгожданный момент: Эм, соскаблилось (достаточно легко) вообще всё... Там, где луч просто "прижигал" плёнку (очень было гемморно подобрать мощность/скорость) что бы плёнка не на сквозь гравировалась - там не осталось и следов. Где уже шла гравировка материала, то в бороздки просто набилась пыль от плёнки, которая оттуда легко удалялась влажной салфеткой. Ладно пробуем ещё раз и ещё, и ещё... Подбирая разные скорости, мощности, по несколько проходов, с расфокусированным лучём, на 100Ваттной трубке, на 40Ваттной трубке, пробовал плёнку другой стороной, ждать пока высохнет полностью, вообще не ждать, предварительно прогреть утюгом и после гравировки прогреть утюгом. Лажа полная. В общем, подходил к концу третий лист, решил, что видимо не судьба на фанере, попробуем на стекле. Здесь в первой строке уже идёт гравировка в глубь стекла, а далее мощность по убываюшей, вплоть до гравировки только плёнки . Видно чутка зеленоватое только там, где гравировалось уже само стекло (и то, потому что туда набилась эта зелень - чутка потереть салфеткой и будет прозрачным), остальное тут же отлетело. На керамике (обычная тарелка, с глазурью), металле (алюминиевая полоса) результат аналогичный: Алюминий совсем пустой, потому что CO2 не может гравировать металл (может, но с пастой и другими хитростями), а от нанесённой плёнки ничего не осталось. ИТОГО: Фуфло полное. Обычная холодная деколь. Возможно это мне всучили подделку на реально работающую "бумагу для цветной лазерной гравировки", либо, что мне кажется вероятнее всего, это тупо одноразовая переводилка, которую нужно не гравировать, а вырезать (кстати, очень плохо держится).
-
В целом поведение очень похоже именно на негерметичность системы, либо забитые демпферы. Именно такого аппарата нет, но на 4880 постоянно такие проблемы и у меня и у знакомых спустя год-два. Решение - регулярная замена демпферов + ПЗК картриджей (если их вытаскиваете для сброса).
- 2 ответа
-
- 1
-

-
Идентификация лазерного гравера.
PavelK ответил в тему пользователя St.Nikita в Общие вопросы по волоконным лазерам
Не за что. RAYCUS это как раз излучатель, не станок. 50 мощность. Мои параметры совсем не подойдут. -
Идентификация лазерного гравера.
PavelK ответил в тему пользователя St.Nikita в Общие вопросы по волоконным лазерам
Здравствуйте. Хоть контроллер и не заточен под цветную гарвировку, но таки можно подбирая параметры добиться. Ну а дальше всё зависит от излучателя, если MOPA то достаточно "многоцветной" можно добиться, в основном регулировкой длительности импульса. Попробуйте мощность: 30-40%, скорость: 800-1200 мм/с, частота: 400-600 кГц, длительность: 20-40 нс. Если ну очень сильно повезёт, будет на золотой похож на нержавейке. НО параметры индивидуальны и нужно всё равно подбирать. -
Почти все станки с "Алика". Лучше спрашивать о конкретной модели, либо описать что хоть нужно от станка. Те, что в видео - игрушки/хобби.
-
Поддерживаю вариант Vasa. Но это точно в толще а не только на верхней плёнке? Может материал дрожжит или линза люфтит? Может уже роликам конец приходит - много наработка уже?