

Константин
-
Публикации
220 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
19
Сообщения, опубликованные пользователем Константин
-
-
Вот, на 10-ой странице, читать аккуратно, ибо срач)
-
по-моему на mir-cnc такая тема обсуждалась, девушку делали, говорилось про арткам - программа для фрезера и разбивку на слои в ней.
-
Если станок 9g может работать с плагином для корела, то да можно все делать из-под корела. Станки 11g работают как раз с таким плагином, у меня 11g530 я все из корела делаю. Можно попробовать самостоятельно поставить плагин (на сайте реклаба http://reklab.ru/up/files/11G/Rus_CorelLaser_V8.7.2.exe например, в разделе техподдержка есть еще) или можно сначала задать вопрос по скайпу техподдержке о применимости этого плагина к станкам 9ой серии.
да кстати, на своем опыте я понял что плагин работает только с 32битной версией корела. Если стоит винда 64бита, то надо руками запустить с установочного диска корела 32битную версию для установки, иначе автозапуск определит что винда 64бита и не спрашивая установит 64битный корел.
-
Придется покопаться в кореле самостоятельно. Я еще три месяца назад в глаза корел не видел, потихоньку изучаю. Мне пока что известны два пути сделать контур для выреза: 1) Упорядочить-> формирование->граница 2) Эфекты->контур (ctrl+f9)
-
нда. помочь особо и нечем
 А эти круги получились на скорости в 500 мм/с? Интересно, результат вообще зависит от скорости или нет. Скажем если выгравировать круг на скорости 50 мм/сек, 200 мм/сек будет ли разница? Хотя не похоже на механическую проблему, как будто сбился рассчет пройденного расстояния, и начинает гравировать не с того места, с постоянной, стабильной ошибкой. Попробуйте поиграться с параметром reverse repair (на скрине внизу справа) он вроде как отвечает за корректировку обратной гравировки. По-моему искусственно подобное можно повторить задав параметры КомпенсОбрГрав.
А эти круги получились на скорости в 500 мм/с? Интересно, результат вообще зависит от скорости или нет. Скажем если выгравировать круг на скорости 50 мм/сек, 200 мм/сек будет ли разница? Хотя не похоже на механическую проблему, как будто сбился рассчет пройденного расстояния, и начинает гравировать не с того места, с постоянной, стабильной ошибкой. Попробуйте поиграться с параметром reverse repair (на скрине внизу справа) он вроде как отвечает за корректировку обратной гравировки. По-моему искусственно подобное можно повторить задав параметры КомпенсОбрГрав. -
@Ekaterina а у Вас что-то не в порядке? Вроде все в норме о_О А что вы гравировали с такими параметрами если не секрет? Кстати я с сайта реклаба(или с этого форума, не помню уже) скачал и установил русский плагин, и на корел x6 он встал без проблем, на нем работать пытаюсь название файла Rus_CorelLaser_V8.7.2. Если надо будет - скину.
-
Если бы станок был серии 11g, я бы предположил, что не стоит галочка в плагине. у меня в плагине есть две кнопки Верхняя - обработка и Нижняя - Настройки мат платы. Надо нажать настройки матплаты и в появившемся окошке поставить галочку "ВключОбрабРастр" (самая нижняя над кнопкой "отмена").
-
 1
1
-
-
я себе сопло заказывал под две линзы со сменными носиками под каждую линзу, чтобы воздух поближе к поверхности доводить на хорошем давлении для реза, без винта подачи воздуха. Воздух регулирую редуктором для пневмоинструментов, под гравировку вентилек прикручиваю на минимум а для резки на пару атмосфер. Поэтому и резьбу на м5 засандалил под воздух, а у штатного такой малюсенький диаметр в месте регулировки, что всю идею на корню губит: оч мало воздуха через него успевает пройти, приходится бОльшее давление на регуляторе выкручивать. помоему у стандартного как раз м5 резьба. на моем 11г 530 линза 20мм диаметр. Без прокладки царапается поверхность линзы в части зажимаемой между шайбами - ну и подумаешь, 1 фиг не используется, так что прокладка не обязательна на мой вкус, хотя тефлоновая на 1мм было бы неплохо (или фторопластовая, кому какое название нравится). Кстати забарыжу линзу на 75мм с USAшного материала- на алиэкспрессе сдуру 2 заказал
-
1
-
-
Если бы все делали правильно, оно бы работало
Вы опишите по порядку действия, можно со скринами, тогда ответ скорее будет дан. Пока из того что вы написали следует, что проблема может быть в чем угодно, а расписывать решения по каждой вероятной неисправности - это извините долго и неинтересно. Поэтому: качество ответа соответствует качеству заданного вопроса. по-моему так-
1
-
-
так это же чистой воды dpm, ну почти. скангап = 1/dpm. Вот только не догоняю зачем берется обратная величина -
За себя скажу что абсолютно нечем хвастаться, только для массовки. Даже офиса еще нет)
-
совершенно не знакомая картинка. У меня плагин который называется CorelLaser, там нет ни рампэфекта ни шага для гравировки. Вернее, повторюсь, мне кажется шаг для гравировки не нужен если задается dpi или dpm. Ааа так у вас rdcam это не тот плагин, rdcam не встает на 11g, как я понял.
-
В плагине корела нет шага гравировки
или я не знаю где. Мне кажется что это взаимоисключающие параметры для гравировки? не могу представить как шаг гравировки может быть отличным от 0,1 мм, если я указал гравировать с плотностью 10 точек на мм -
dpi это количество точек на линейный дюйм. В плагине можно выбрать dpm - точек на миллиметр. 10 dpm = 254 dpi. 1 точка на мм соответственно 25,4 дипиай. Расскажу как я извращался: сделал в кореле 10 кружочков диаметром 20 мм, 2 ряда по 5 штук, друг под другом. Свойства для гравировки: 1 кружок - 1 dpm, 2 - 2dpm,...10 кружок - 10 dpm. Скорость и мощность всем одинаковую, гравировка по оси X двухсторонняя. В результате я 5 dpm вижу, 7 dpm только под определенным углом и с огромным трудом (и знанием что они там есть 8)), а все что дальше - не различаю. Кстати вооружался фотоаппаратом, макрофотки делал и проверял количество линий на некоторых, все совпадало с расчетом
Однако для текста высотой 2-3 миллиметра все равно ставлю не меньше 8 dpm гравировку, т.к. обводить его нельзя - попортяться мелкие элементы (на дереве точно), а без обводки ступеньки немного видать на меньших значениях dpm. -
3
-
-
Кстати мне понравился rust oleum crystal clear лак (непатриатично, но что поделаешь) с точки зрения желтизны - почти не желтит, запах не сильно вонючий, сохнет недолго, но подороже.
-
1
-
-
Смотреть конкретно придется по результату, от производителя зависит блеск. Но в общем и целом все получится думаю без проблем. Акриловый минут 20 на отлип сохнет, если не перебарщивать. Неплохой результат давал KUDO лак яхтный глянцевый. Bosny как будто хуже. Это все спреи были в баночках. Если жаба не задавит, то можно на водной основе лаки (это если например детские игрушки, самые безопасные лаки) belinka interier lak, tikkurila kiva или другие. Их в основном кистью наносить, вообще не пахнут и быстро сохнут.
-
2
-
-
ФК менее вредная чем ФСФ (она же влагостойкая), из-за количества смол и формальдегида кажется. Циферки 2/2 и проч означают сорта фанеры, каждой из сторон. Если нужна фанера без сучков на одной из поверхностей то сорт, 1/2. Сорт 4/4 весь в сучках и прочих артефактах. Мне 1/2 нравится - малое количество сучков которые аж бесят, ведь если подлец в среднем слое попадается, то там не насквозь прорезает иногда. Еще шлифовать бывает полезно фанерку
-
1
-
-
Любопытно
какого рода излучение имеется ввиду? Электромагнитное, радиационное? Расшифровка слова laser в переводе на русский все объясняет, этож чистая энергия света). поперек луча ничего живого и взрывоопасного не пихать, и высоковольтный провод держать на приличном расстоянии от всего подряд, пробой еще никто не отменял. По-моему так. -
Вот чего не пойму: Реклаб говорит о том, что температура должна быть 17-18 градусов в идеале. а уставка на чиллере 3000 на включение вентилятора в 20 иногда в 21 срабатывает. И отключается тоже на 19-20 градусах. Непорядок, можно ли эту уставку изменить? Проводил эксперименты у себя, встроил датчик температурный сразу на выходе из трубы и еще один запихал в бак чиллера. Я увидел, что температуры воды все различаются, и различаются тем сильнее, чем больше разница в температуре воздуха около пола и около допустим головы
Разница доходила до 3ех градусов: чиллер рисует 17 а по факту на выходе из трубы 20, при незначительной гравировочной нагрузке. Расположение датчика температуры в самом чиллере тоже неудачное: в самом низу бака, с торчащей из бака металлической частью неизолированной от воздуха. То есть при включении вентилятора сам датчик довольно быстро остужался потоком воздуха, а вода при этом естесственно не успевала. Датчик чиллера показывает 19, датчик который я запихал в бак показывает 21. А как у 5000го чиллера реализованны уставки?
-
У меня рез был такой же из-за брака трубы, луч выходил раздвоенный. То есть на выходе из трубы было два луча и их оси (векторы) не совпадали. Его нельзя было нормально отъюстировать, в результате рез был такой же. Можно найти на форуме тему с тегом "глюк" и почитать если интересно.
-
Глядя на "орла" у меня возникло ощущения раздвоения. Как будто два луча сдвинутые относительно друг друга на долю миллиметра выжигали птичку. Какое разрешение у этого пернатого изображения? я имею ввиду 1) dpi самой картинки и 2) dpi заданные для гравировки. Или это вектор?
-
Причина такого косого реза - неправильная юстировка луча. Сначала надо добиться чтобы луч попадал в центр зеркал - 3 штуки по пути луча от трубы. И только после этого, если рез все равно косой, можно подрегулировать последнее зеркало так, чтобы луч падал перпендикулярно рабочему столу. Дело в том, что если луч падает на линзу не перпендикулярно (блин сложное слово
), и не в центр, то и после прохождения линзы будет сфокусирован как попало. Если внимательно наблюдать, то даже у сфокусированного луча можно заметить форму пятна которая остается на материале. Я так понял, что если все настроено правильно, то форма пятна - круг, если овал - значит недонастроено. Кстати если стол опустить значительно ниже точки фокусировки, глазом легко заметить (нажав кнопку pulse) отклонение от перпендикуляра. -
-
Интересует отличие ваших новых пластиков от ровермарка в плане внешнего вида, качества получаемой гравировки, запаха, прочности.
 А эти круги получились на скорости в 500 мм/с? Интересно, результат вообще зависит от скорости или нет. Скажем если выгравировать круг на скорости 50 мм/сек, 200 мм/сек будет ли разница? Хотя не похоже на механическую проблему, как будто сбился рассчет пройденного расстояния, и начинает гравировать не с того места, с постоянной, стабильной ошибкой. Попробуйте поиграться с параметром reverse repair (на скрине внизу справа) он вроде как отвечает за корректировку обратной гравировки. По-моему искусственно подобное можно повторить задав параметры КомпенсОбрГрав.
А эти круги получились на скорости в 500 мм/с? Интересно, результат вообще зависит от скорости или нет. Скажем если выгравировать круг на скорости 50 мм/сек, 200 мм/сек будет ли разница? Хотя не похоже на механическую проблему, как будто сбился рассчет пройденного расстояния, и начинает гравировать не с того места, с постоянной, стабильной ошибкой. Попробуйте поиграться с параметром reverse repair (на скрине внизу справа) он вроде как отвечает за корректировку обратной гравировки. По-моему искусственно подобное можно повторить задав параметры КомпенсОбрГрав. 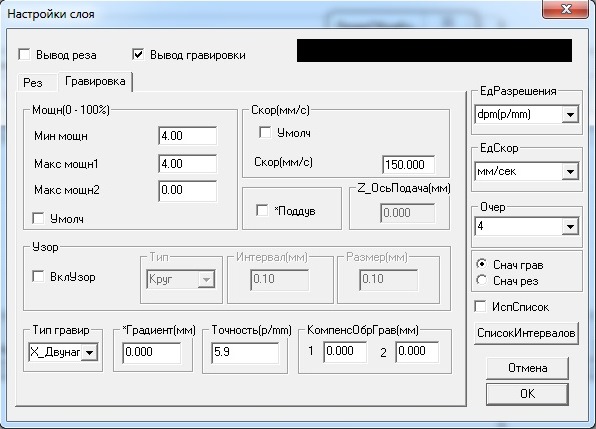



Объёмная (рельефная) гравировка
в РЕЗКА И ГРАВИРОВКА
Опубликовано: · Жалоба на ответ
@PavelK Пардоньте, совсем плохой стал http://mir-cnc.ru/index.php?/topic/8014-%D0%B3%D1%80%D0%B0%D0%B2%D0%B8%D1%80%D0%BE%D0%B2%D0%BA%D0%B0-%D0%BF%D0%BE-%D0%B4%D0%B5%D1%80%D0%B5%D0%B2%D1%83/page__st__180
http://mir-cnc.ru/index.php?/topic/8014-%D0%B3%D1%80%D0%B0%D0%B2%D0%B8%D1%80%D0%BE%D0%B2%D0%BA%D0%B0-%D0%BF%D0%BE-%D0%B4%D0%B5%D1%80%D0%B5%D0%B2%D1%83/page__st__180