

ZVER
-
Публикации
26 -
Зарегистрирован
-
Посещение
Сообщения, опубликованные пользователем ZVER
-
-
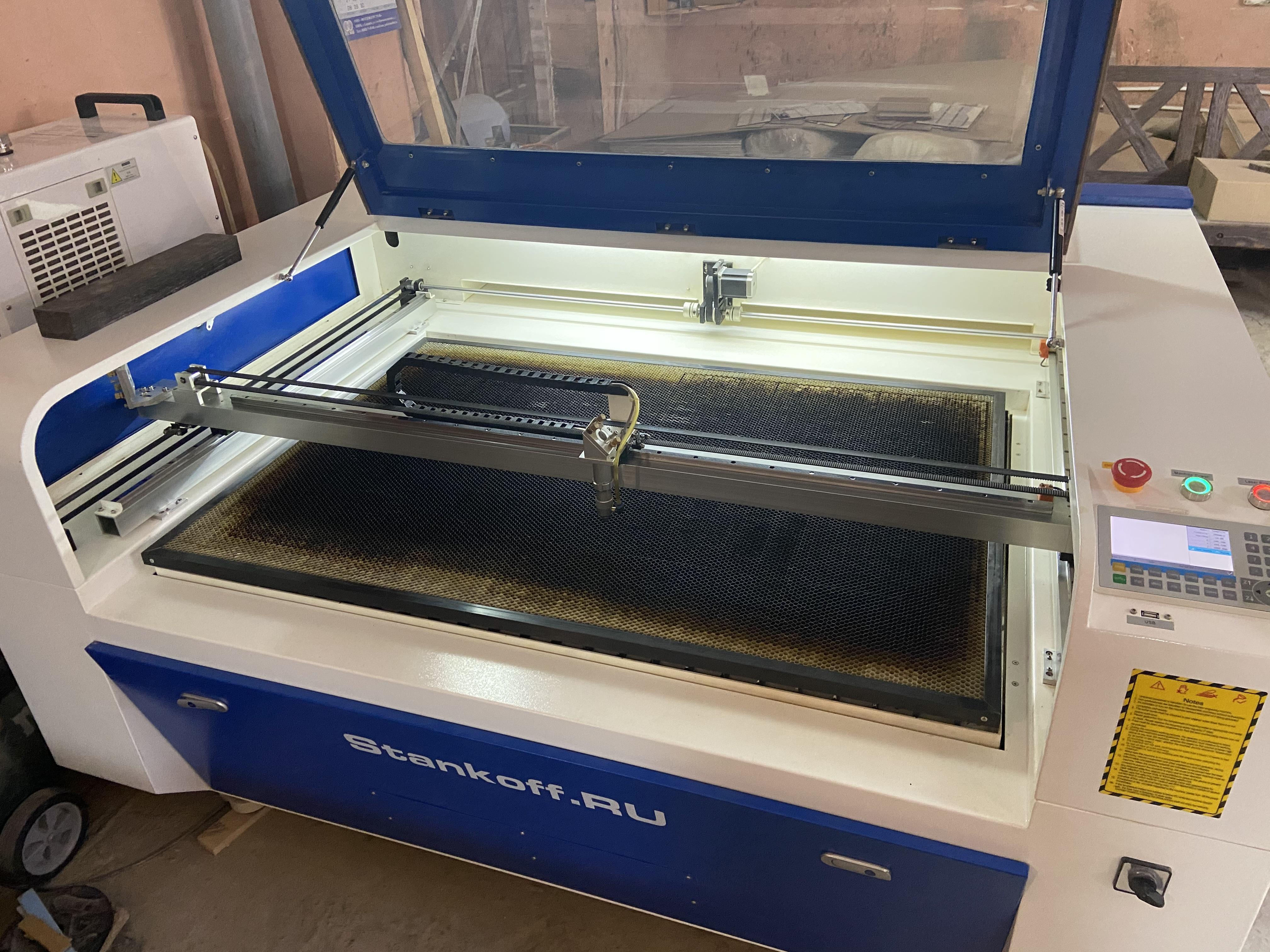
Появилась новая проблема с неровным подъёмным столом и прогибом по середине сотового стола. На скорости в 30мм/с небольшое отклонение от фокусного расстояния приводит к точечным не прорезам. Подъёмный стол тянут два шаговых двигателя, которые как я понимаю подключены последовательно и на один из них ток попадает чуть раньше и соответственно стартует он тоже чуть раньше и эта разница накапливается с временем в миллиметры, выходим из этой ситуации поднятием вручную за ремень на выключенный двигателях (может кому-то будет полезно: 1) поднимаем при помощи двигателей стол, именно ту часть которая чуть выше, до легкого касания ламели сопла головы. 2) отводим голову в противоположный край стола который чуть ниже. 3) выключаем станок. 4) вручную потягивая за ремень в нужную сторону, тем самым поднимаем стол до легкого касания сопла.) С прогибом по центру сотового стола у меня он по центру относительно всех углов составляет 1-1,5мм (сотовый стол такого же размера как и рабочее поле 1300х900) боремся путём подкладки 2мм полоски акрила из обрезков. Может у кого есть более лучшие варианты решения вновь появившихся у меня проблем?
Хочу всех откликнувшихся поблагодарить за помощь и советы! -
23.04.2021 в 17:13, ZVER сказал:Поступил заказ на резку на хдф. Предварительно был кусок хдф нужной толщины 4мм отрезали и отправили заказчику, все понравилось и устроило. Заказали 20 листов хдф и начали выполнять заказ, после получения первой части заказа, заказчик начал жаловаться на торец то что он красит и оставляет следы. Начали разбираться и поняли что материал разных производителей хдф режется по разному( у одного торец кофе с молоком и не пачкает, другой чернее чёрного. Вся проблема в том что материал уже на пилен и покрашен. Режу на трубе reci w4 на скорости 14 и мощности 40%. Пробовал заменить обдув с компрессора на углекислый газ из балона давал 2, потом 4 и 6 атмосфер. Результат стал чуть лучше но все равно пачкает и давольно сильно. На фото слева один производитель Хдф, справа другой. Рез на фото с подачей углекислого газа 2 и 4 атмосферы. Подскажите как улучшить рез, может параметры реза плохо подобраны(скорость 14, мощность 40% на них хорошо прорезает, так как использую масляный компрессор и при большей скорости при образование на линзе маслинной пленки начинаются непрорезы).

По итогу отрегулировали БВН, заново все отъюстировали и почистили, так же было сильное загрязнение на защитном стекле на выходе из трубки, его соответственно почистили и надо новое заказать так как на нем остались в крапления которые уже не очищаются и заменить его. В итоге получили результат прореза 4мм хдф на скорости 30 и мощности 65% (до этого работали на скорости 14мм и мощности 40% труба reci w4), самое важное торец стал менее обугленный и соответственно стал меньше пачкать.
-
 1
1
-
-
11 часов назад, Dan сказал:Уже написано выше, и много раз обсуждалось на форуме.
Нашёл.
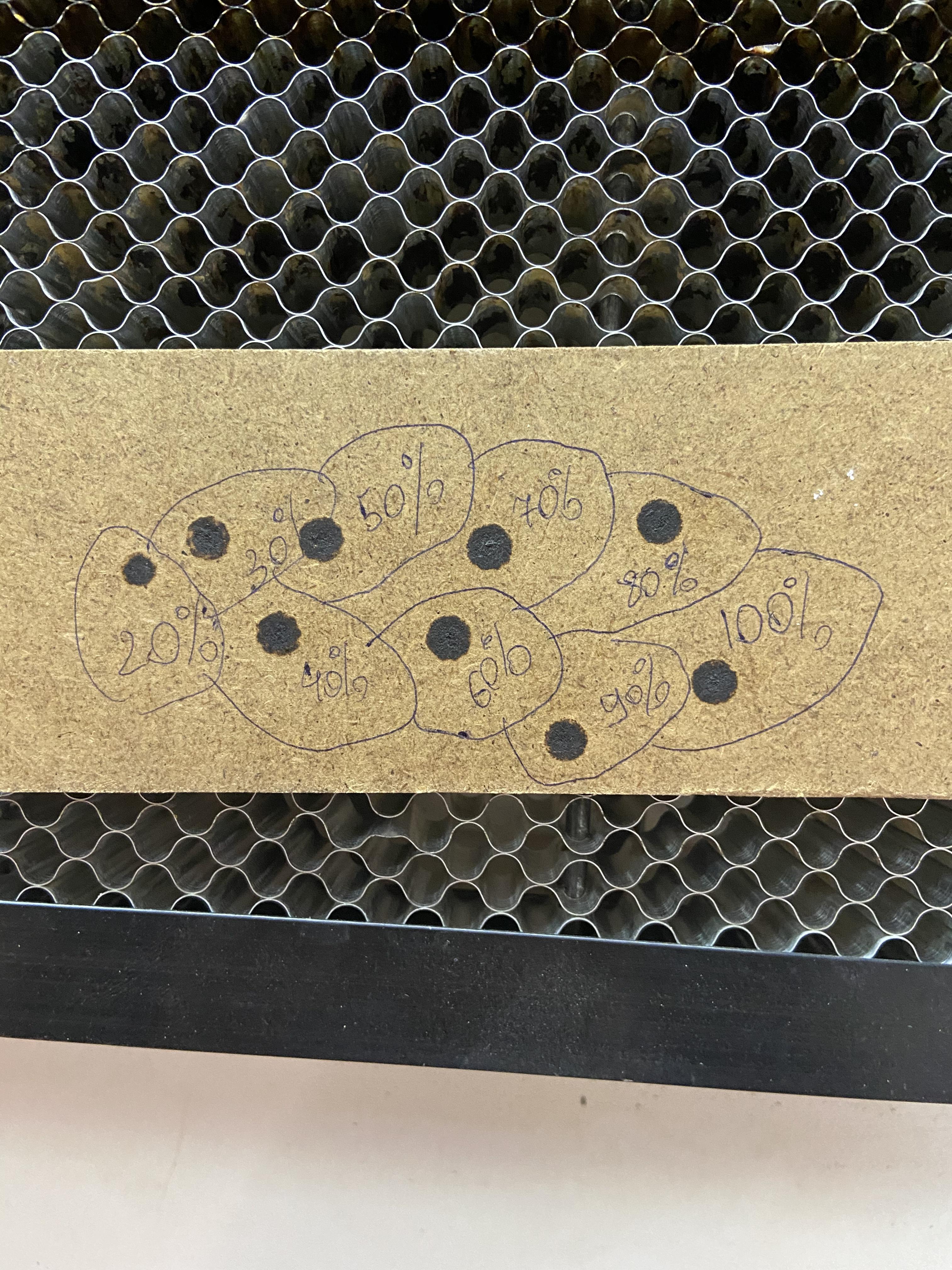
Так же решил проверить моду луча по методике Dan. Только не могу ни где найти разъяснения по полученным результатам. Можно пояснить либо ссылку кинуть.

-
Уважаемые гуру лазерного дела, подскажите на каких мощностях лучше работать чтоб продлить срок службы трубы, БВН??? В моём понимание чем на меньших мощностях работать тем дольше проработает труба (это взял из повседневной жизни, чем меньше нагружена вещь тем дольше служит).
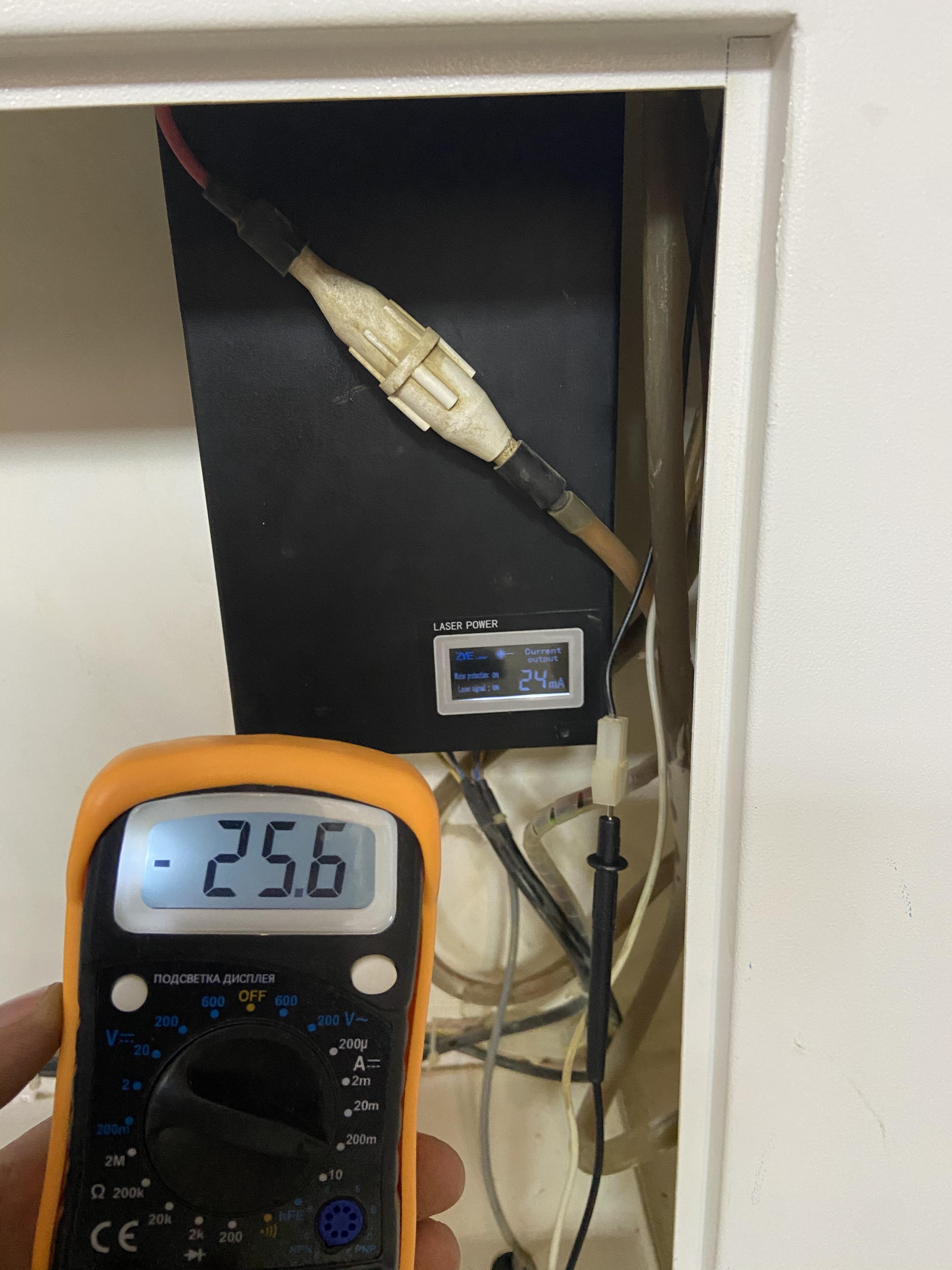
Еще один вопрос по току. Рабочий ток 26мА, пиковый 30мА. Значение 30мА должно достигаться и не превышать его при резки на 100% мощности?
-
Какому амперметру верить))))???
-
13 часов назад, Dan сказал:Нет ... 40% - это от ста .. ) Но смотреть надо на токи.
Я уже сказал, что регулировка БВН по току - сугубо индивидуальное таинство. Лично я предпочитаю регулировать ток по максимальному значению для трубы, кто-то по рабочему и т.д. Но в любом случае желательно не превышать рабочий ток на длительный промежуток работы.
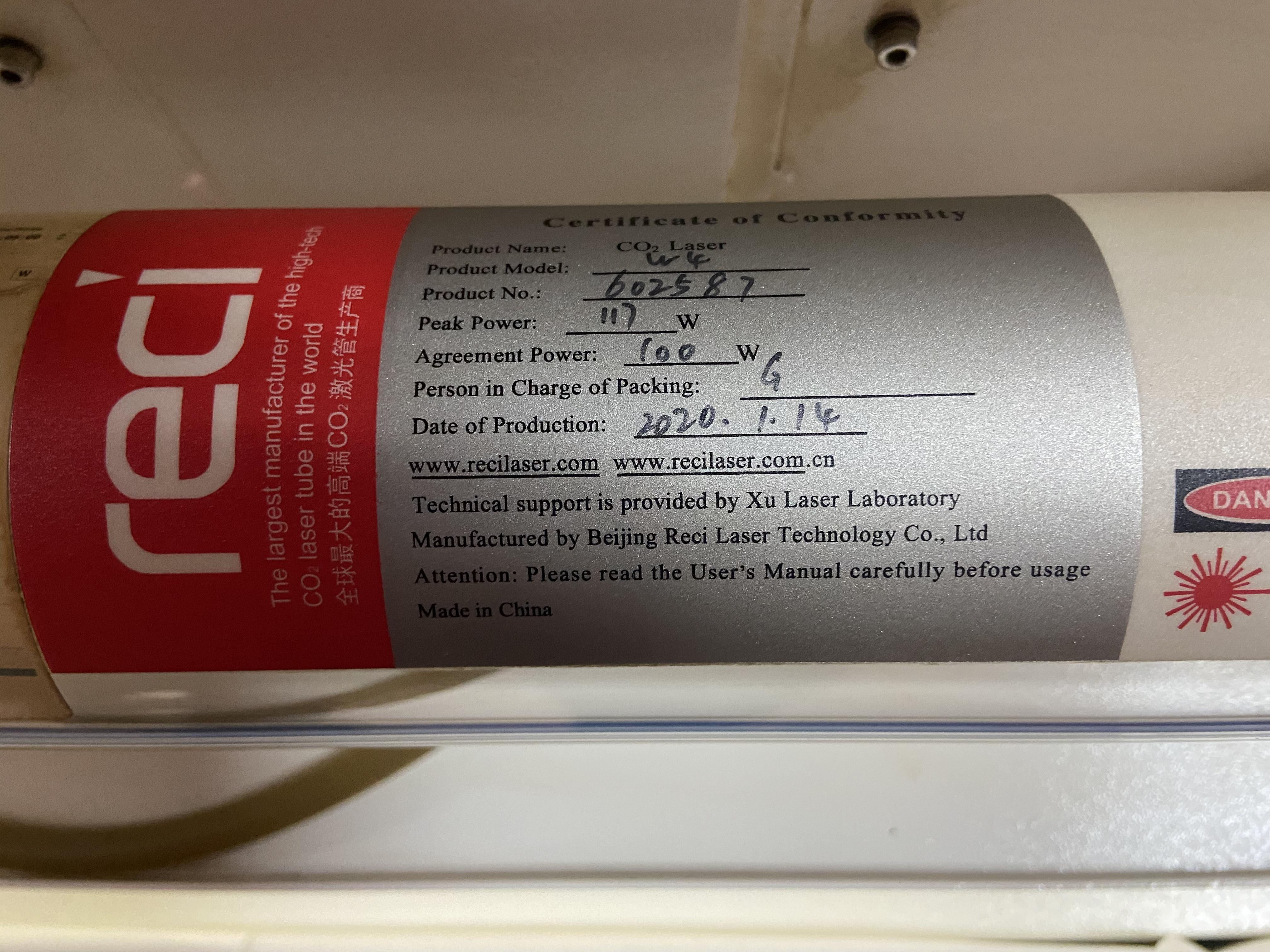
Решили отрегулировать БНВ, подключили миллиамперметр и он показал 15,5. Накрутили до 26, так как для трубы reci w4 рабочий ток 26мА, пиковый 30мА.
-
6 часов назад, PavelK сказал:Как выше Dan уже писал, повысить скорость и повысить мощность.
На линзу масло может попадать только из компрессора. Какого он у Вас типа? Влагомаслоотделитель стоит?В остальном, плохие новости: всё зависит от самого ХДФ (в основном, от плотности и смолы/клея) и как-то сильно повлиять не получится, разве что больше высушить.
Компрессор поршневой, масленный с ремённым приводом.
стоят два влагоотделителя и на самом входе в станок водяной фильтр с селикагелем.
-
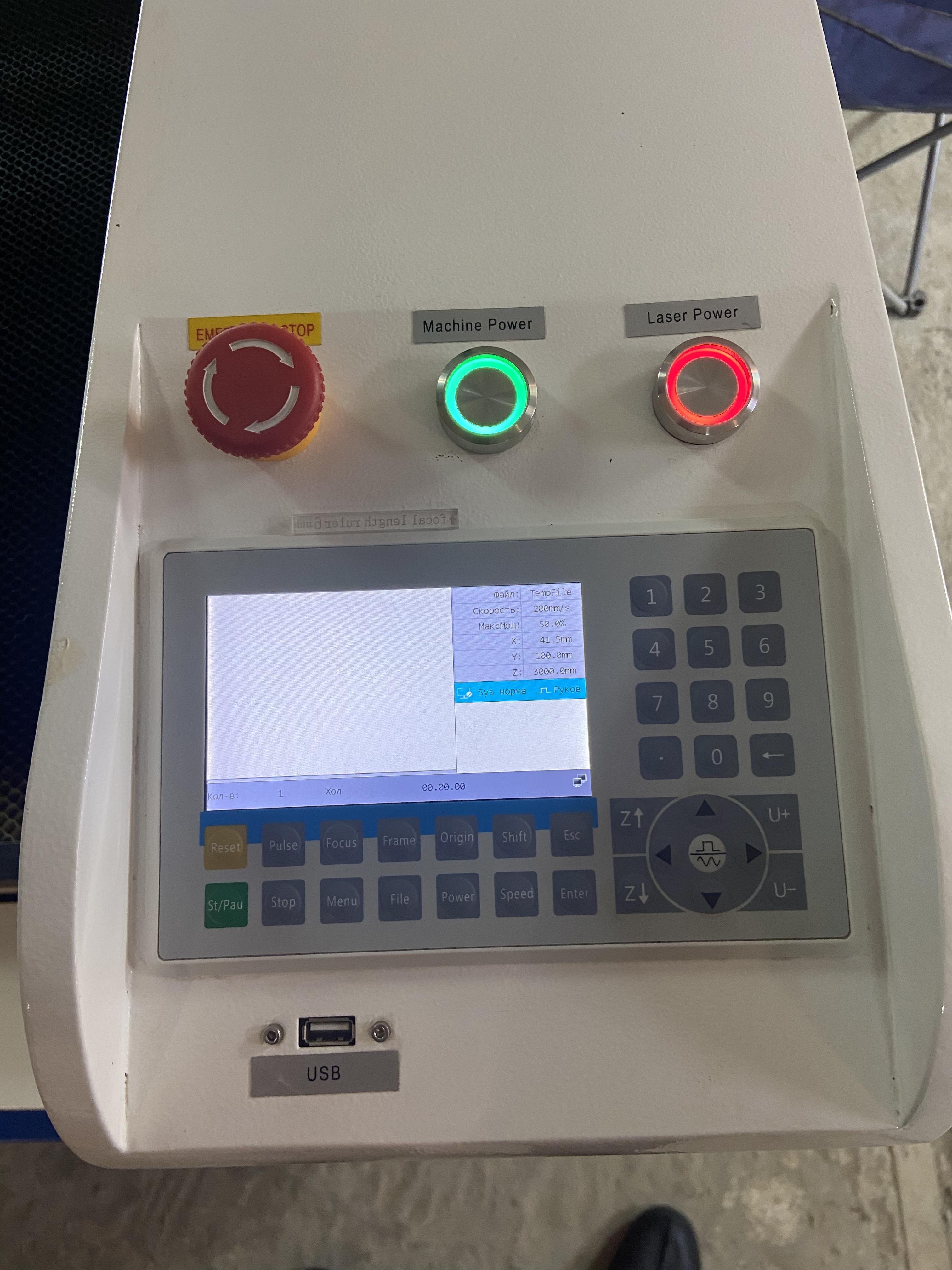
11 минут назад, Dan сказал:W4? А почему так медленно? По фото, толщина 4-5 мм., а это режется данной трубой на скорости 30-40 мм/с.
Все верно толщина 4мм. Не давно копался в настройках контроллера и нашёл параметр мощности и мах значение стоит на 50%, не стал ни чего менять так как заказ горел по срокам. Сейчас задумался что если мах мощность на контроллере выставлена на 50%, а я режу на 40% мощности получается от 50%??? И из пропорции 100/50=40/х, Х=20% от мощности трубы.
-
Поступил заказ на резку на хдф. Предварительно был кусок хдф нужной толщины 4мм отрезали и отправили заказчику, все понравилось и устроило. Заказали 20 листов хдф и начали выполнять заказ, после получения первой части заказа, заказчик начал жаловаться на торец то что он красит и оставляет следы. Начали разбираться и поняли что материал разных производителей хдф режется по разному( у одного торец кофе с молоком и не пачкает, другой чернее чёрного. Вся проблема в том что материал уже на пилен и покрашен. Режу на трубе reci w4 на скорости 14 и мощности 40%. Пробовал заменить обдув с компрессора на углекислый газ из балона давал 2, потом 4 и 6 атмосфер. Результат стал чуть лучше но все равно пачкает и давольно сильно. На фото слева один производитель Хдф, справа другой. Рез на фото с подачей углекислого газа 2 и 4 атмосферы. Подскажите как улучшить рез, может параметры реза плохо подобраны(скорость 14, мощность 40% на них хорошо прорезает, так как использую масляный компрессор и при большей скорости при образование на линзе маслинной пленки начинаются непрорезы).
-
17.04.2021 в 18:10, alexander-1 сказал:подставь картонку к трубе, ампертметр есть?
17.04.2021 в 18:30, Dan сказал:По ходу, газа в трубе нет. Но я бы сделал тесты на картонку или фанерку.
Подставил картонку и вуаля луч появился. Проблема оказалась в третьем зеркале на голове, луч не выходил из сопла и упирался в стенку. Ещё раз отъюстировал и все норм режет и рез хороший.
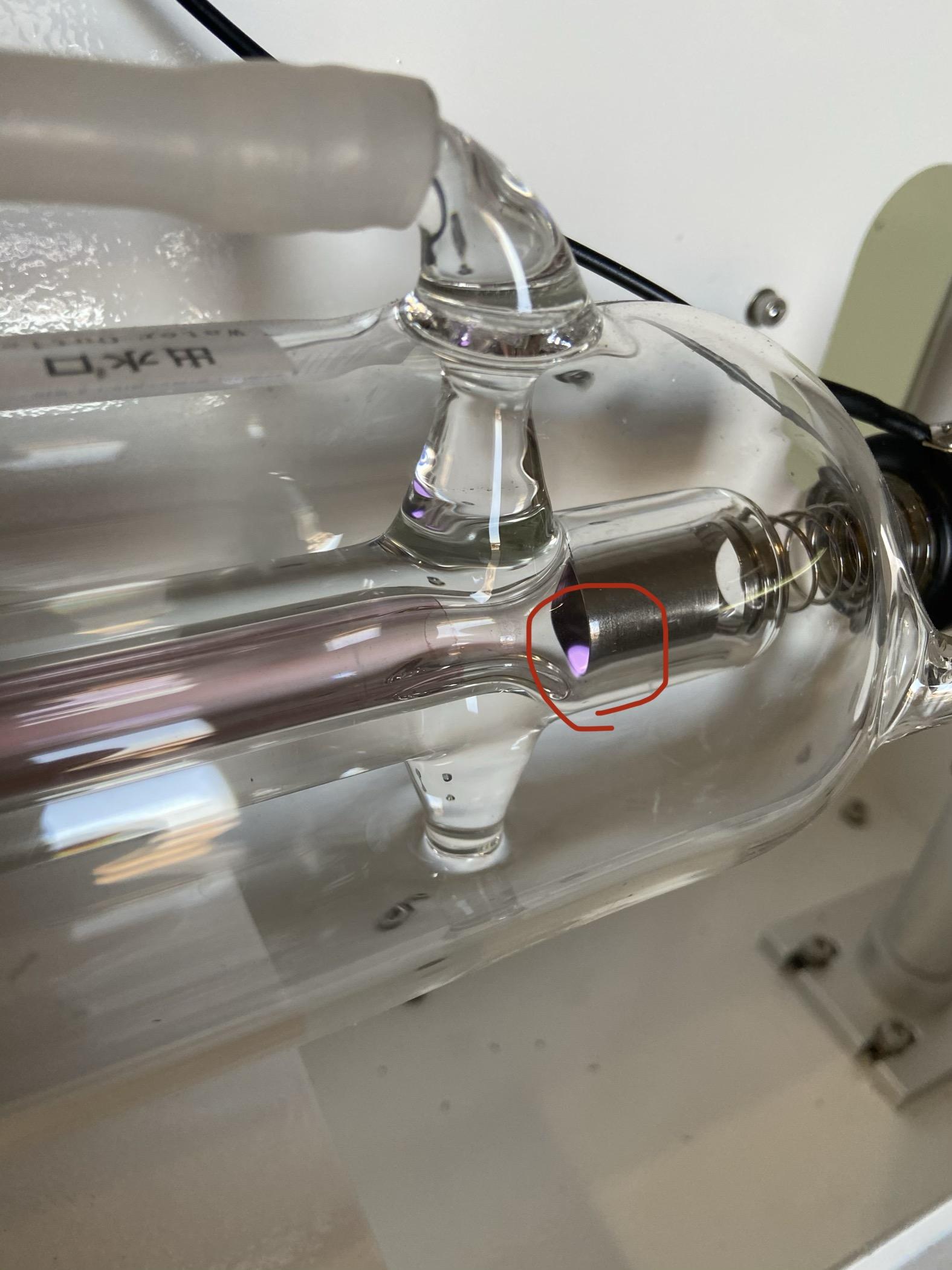
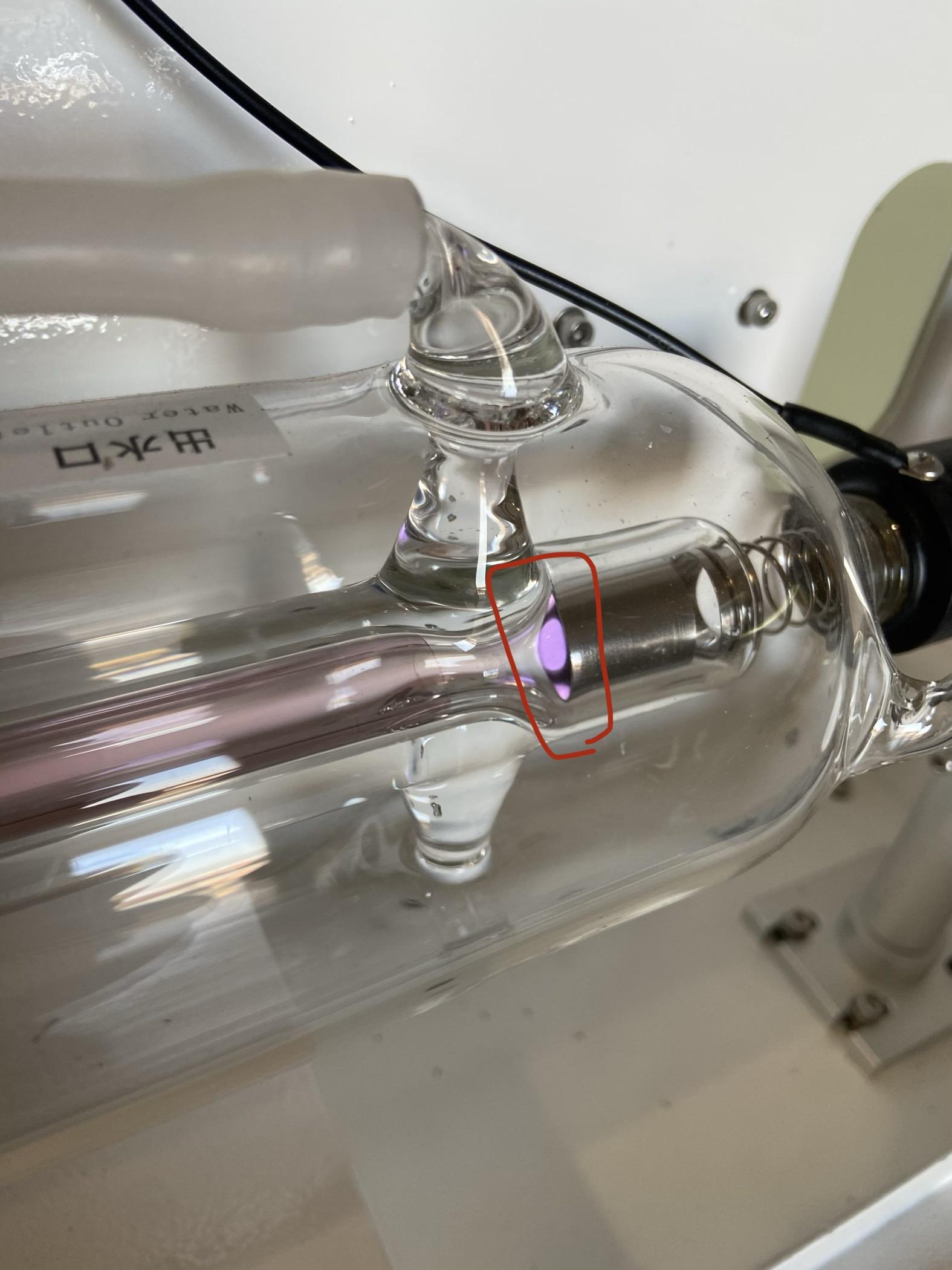
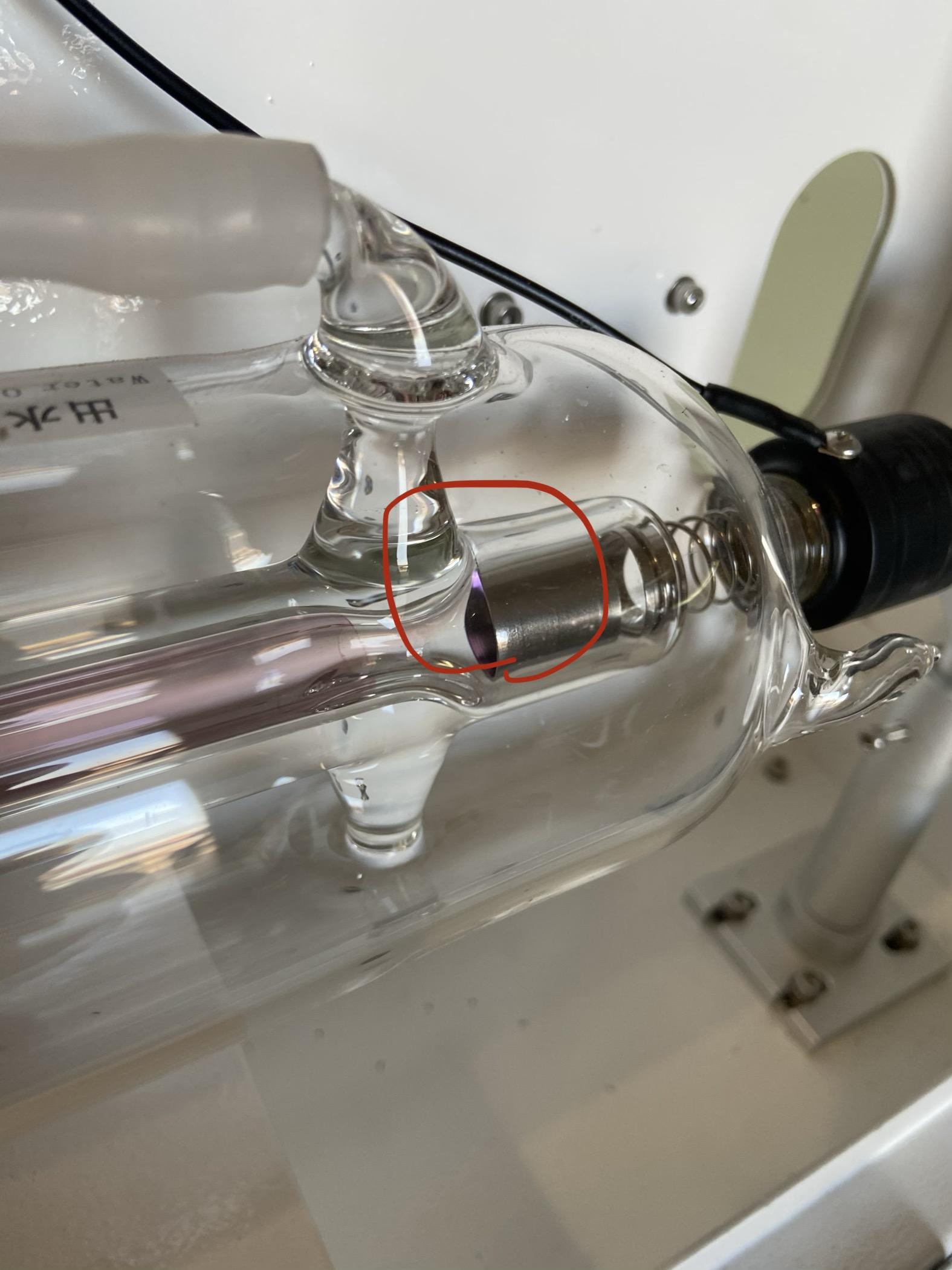
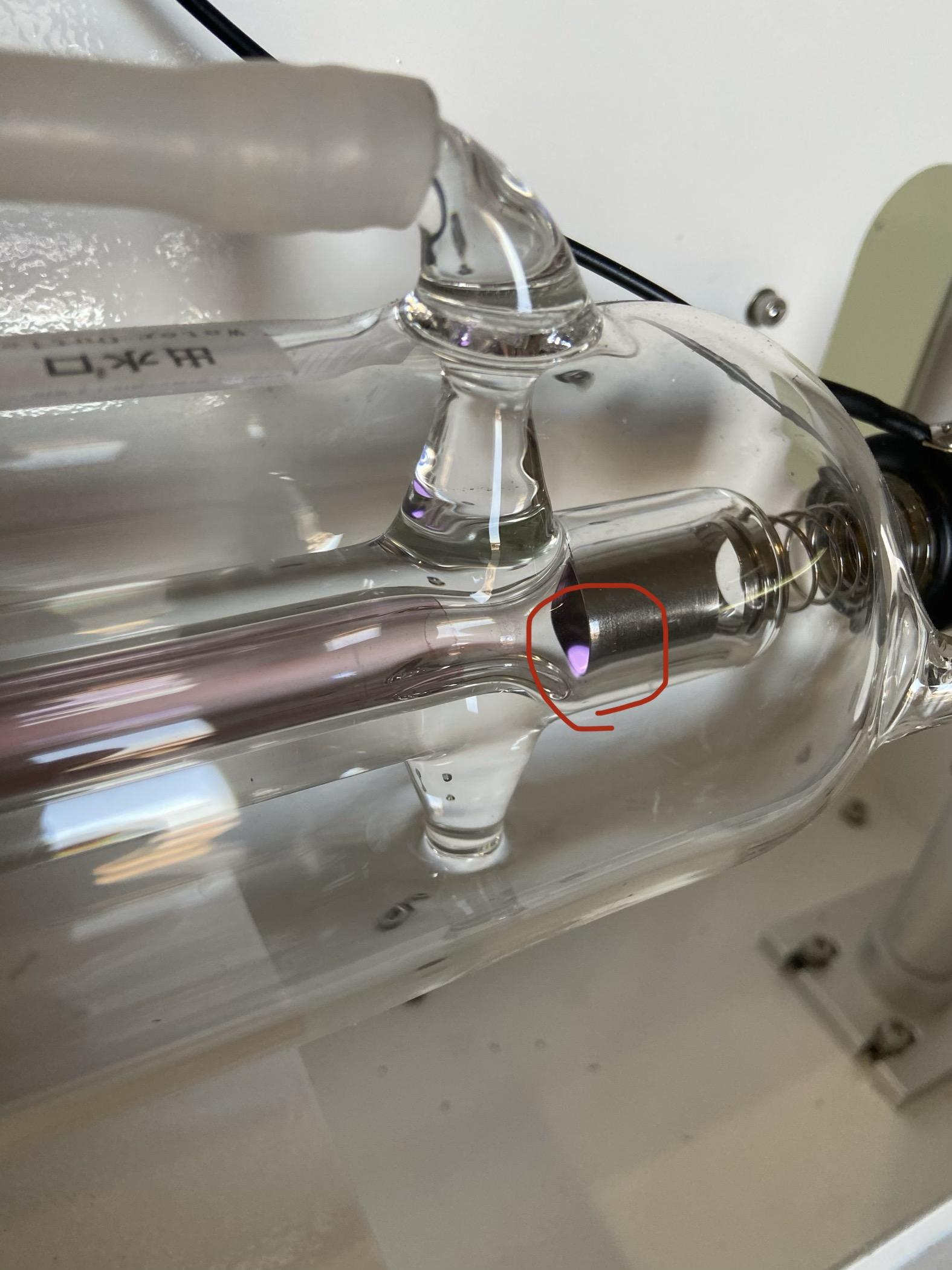
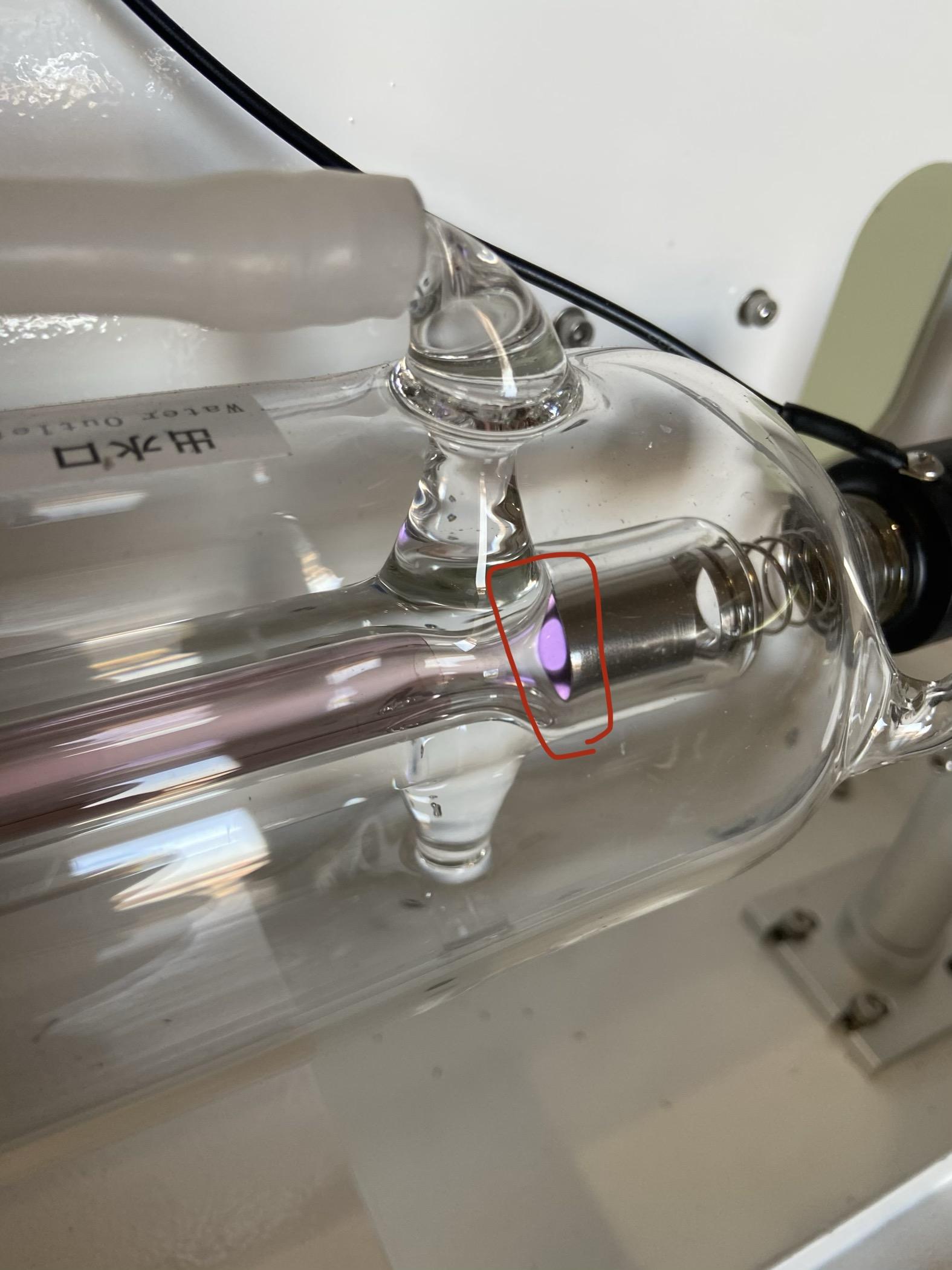
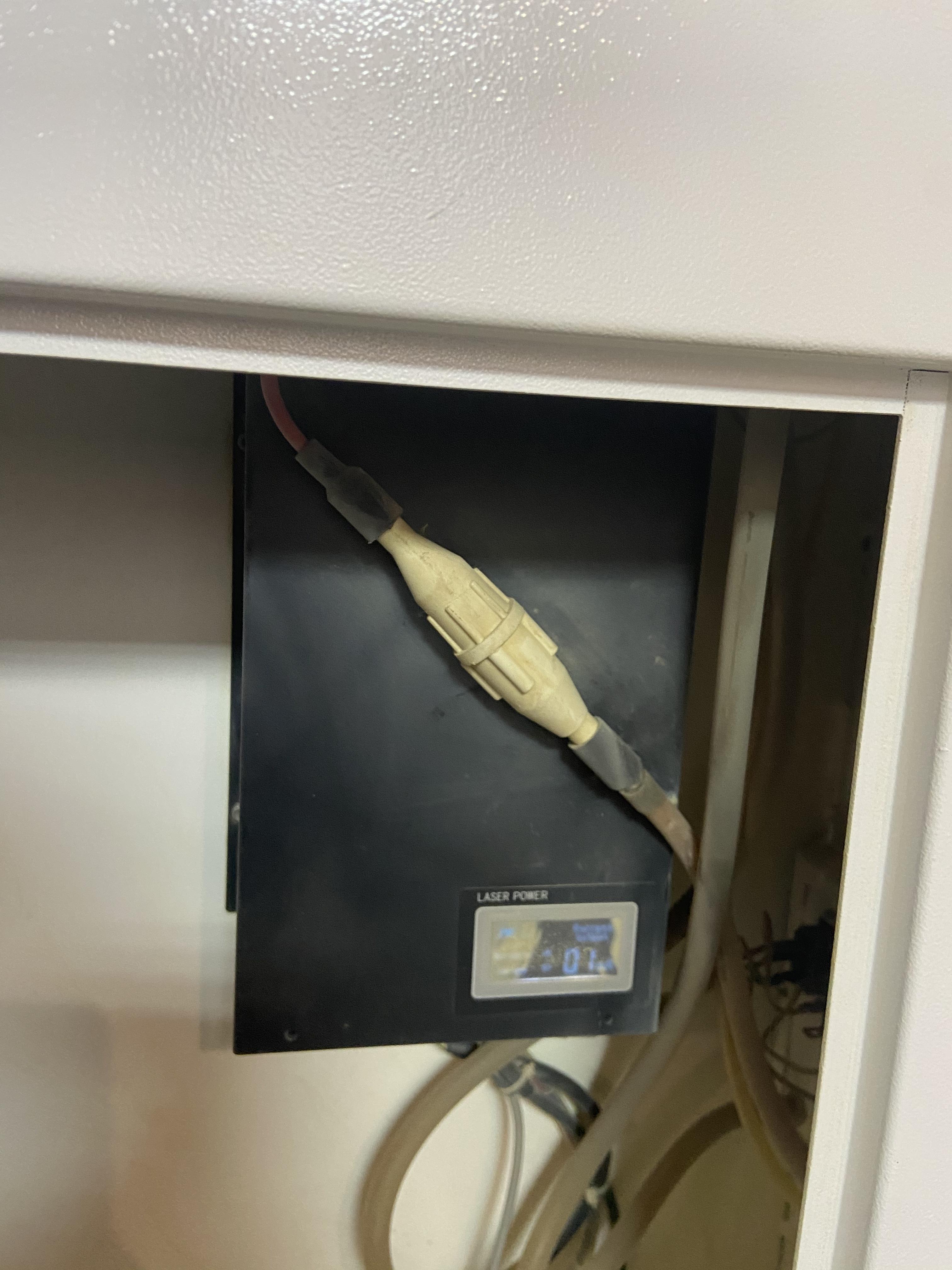
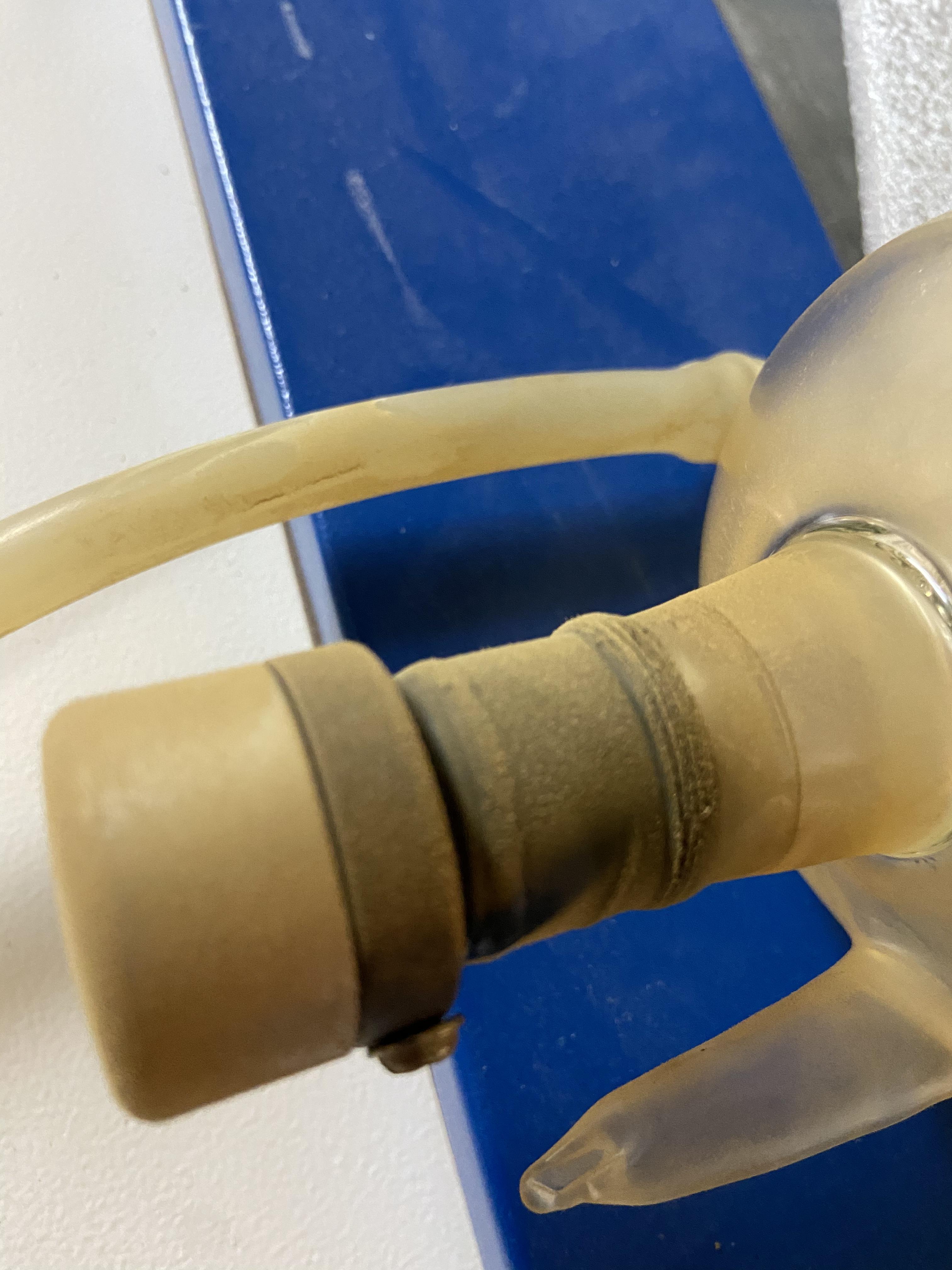
В параллель связался с продавцом и они предложили заменить трубу и у них она есть на складе.По Большому счету все заработало и теперь смущает фиолетовое пятно которое бегает по катоду(обвёл на фото красным). Уважаемые знатоки подскажите нормально ли такое или нет, и что посоветуете сделать с трубой?
-
2 часа назад, vasa29 сказал:У меня с видео не задалось
А по звуку еще не умею.
Но по описанию похоже что труба так себе. То что Вы видит. не луч. а разряд. Если бегает по катоду, это не хорошо.
Попробуйте на разной мощности по методу Dan.
Попробовал на разных мощностях, луча так и нет
-
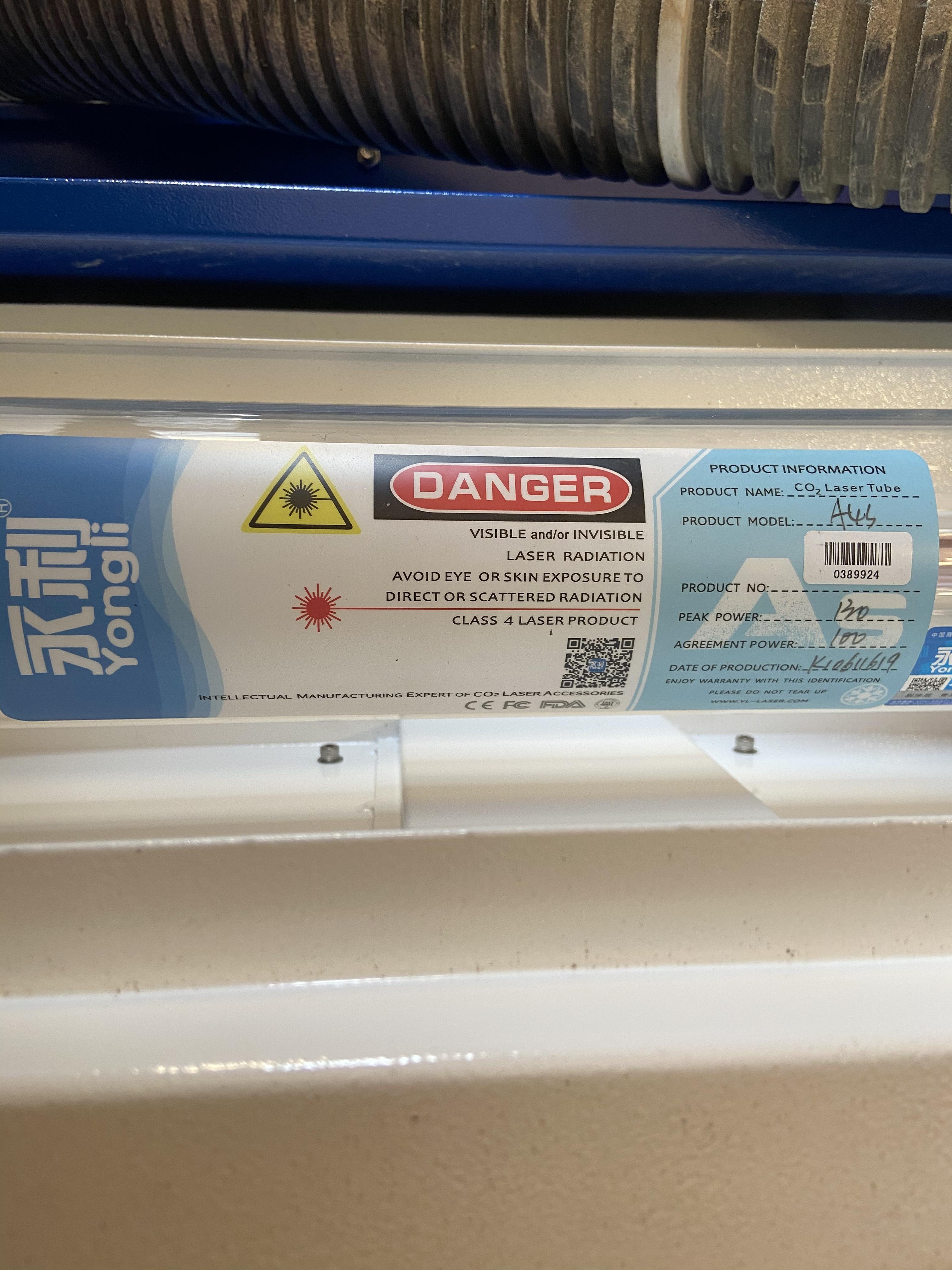
1 час назад, Dan сказал:Как показала практика, серия Аs у Yongli - так себе ... могла и газ потерять. Серия R значительно лучше по качеству, хоть и принадлежит к бюджетной линейке.
И, да, видео нет ... по звуку, в данном случае, я так же слабоват в диагностике проблемы.
Не заработало видео?
-
Всем, привет!
Приобрел китайца. Подключил вроде все работает. Отъюстировал его и запустил первую деталь на резку, а он ее слегка поджарил(оставил след вместе реза) после чего вообще луч пропал. Начал поиск причины и увидел, что луч из трубы не выходит, а ходит по кругу внутри металического кольца (на видео видно).
Труба померла?
-
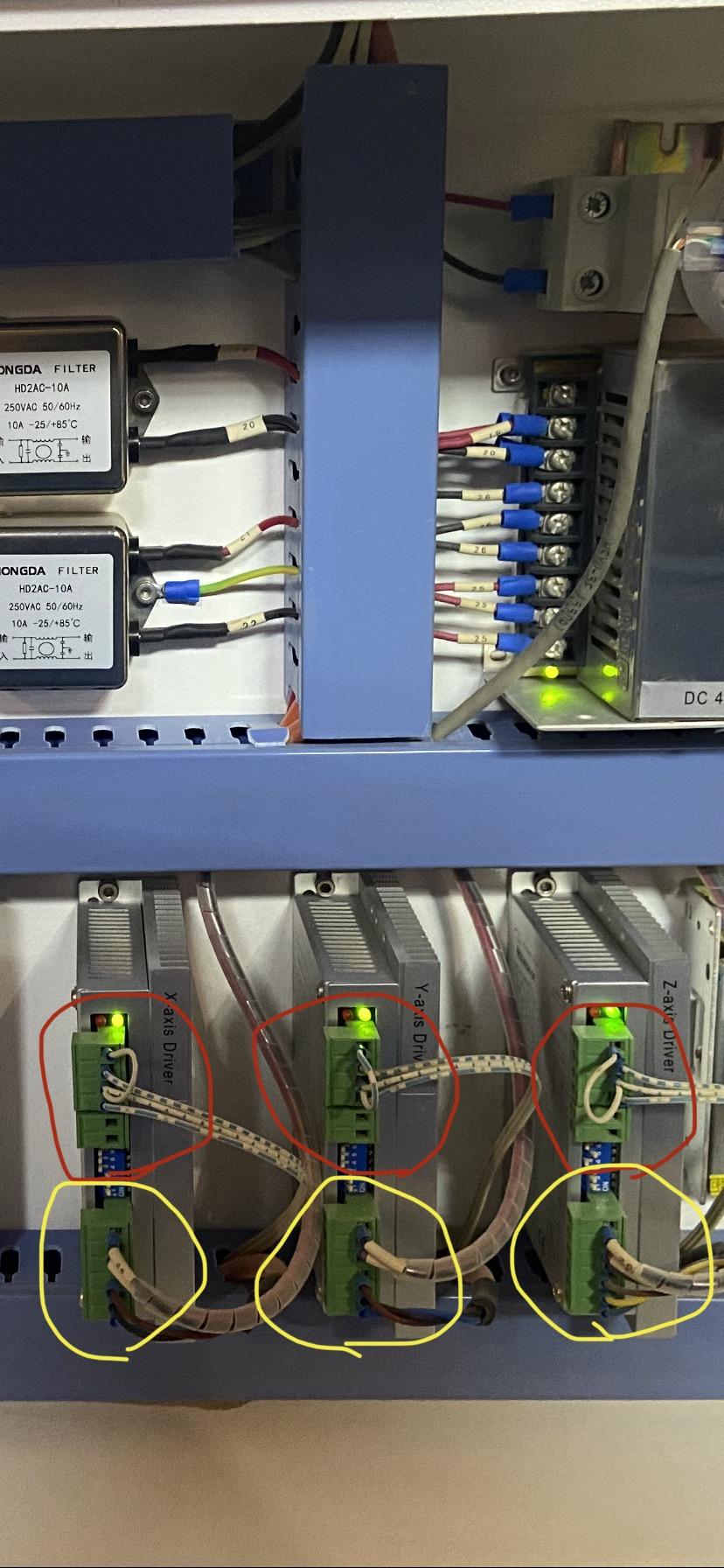
1 час назад, Dan сказал:Нет. Нельзя быстро крутить ШД, подключённые к драйверам, можно спалить выходные транзисторы на драйвере, если у него нет защиты. Обязательно отключать ШД от драйвера.
Отключите ШД от драйвера и попробуйте ещё раз.
Эт правильно.
Эти штекера отключать? Достаточно красных или желтых или все отключать?
-
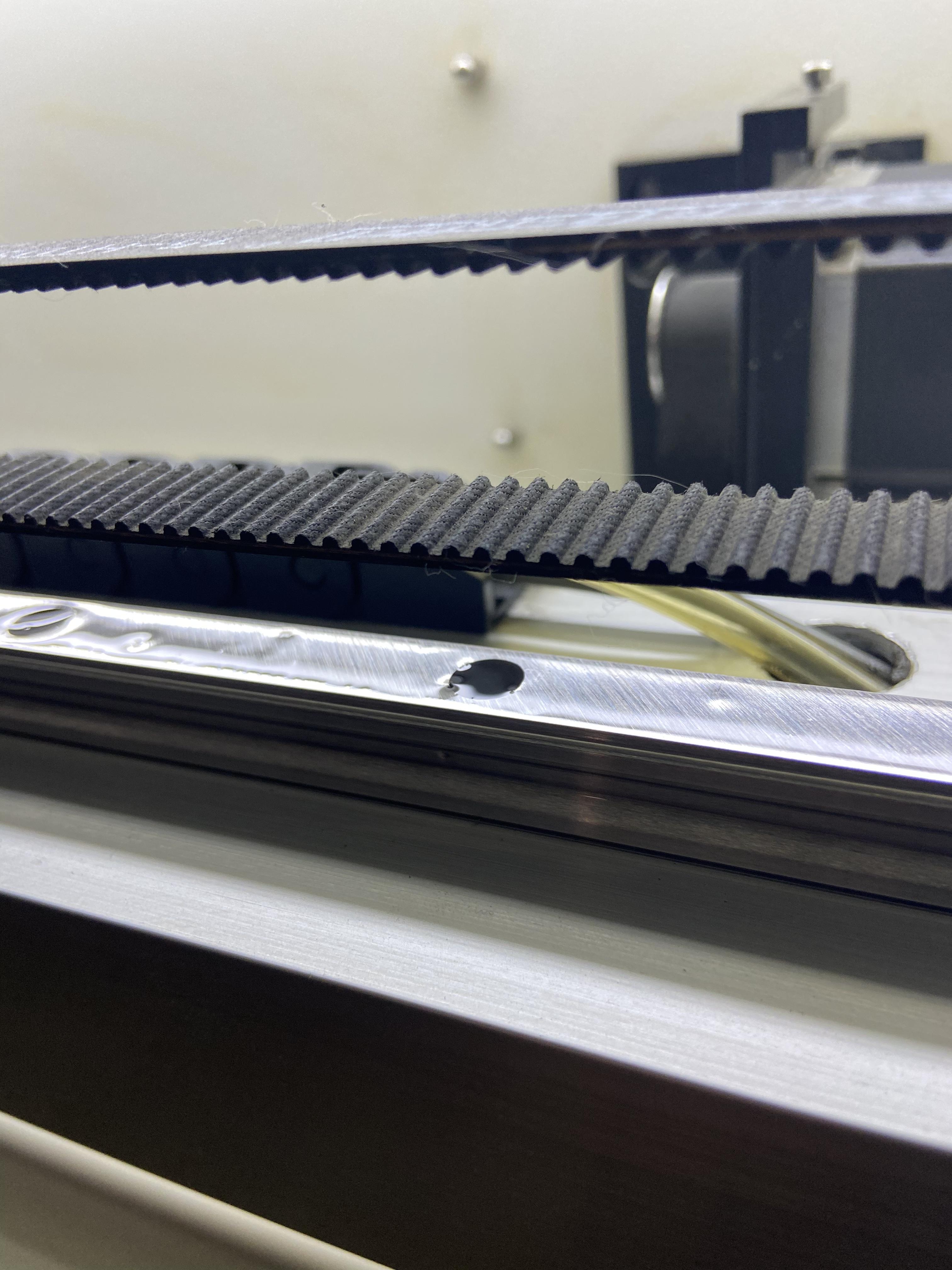
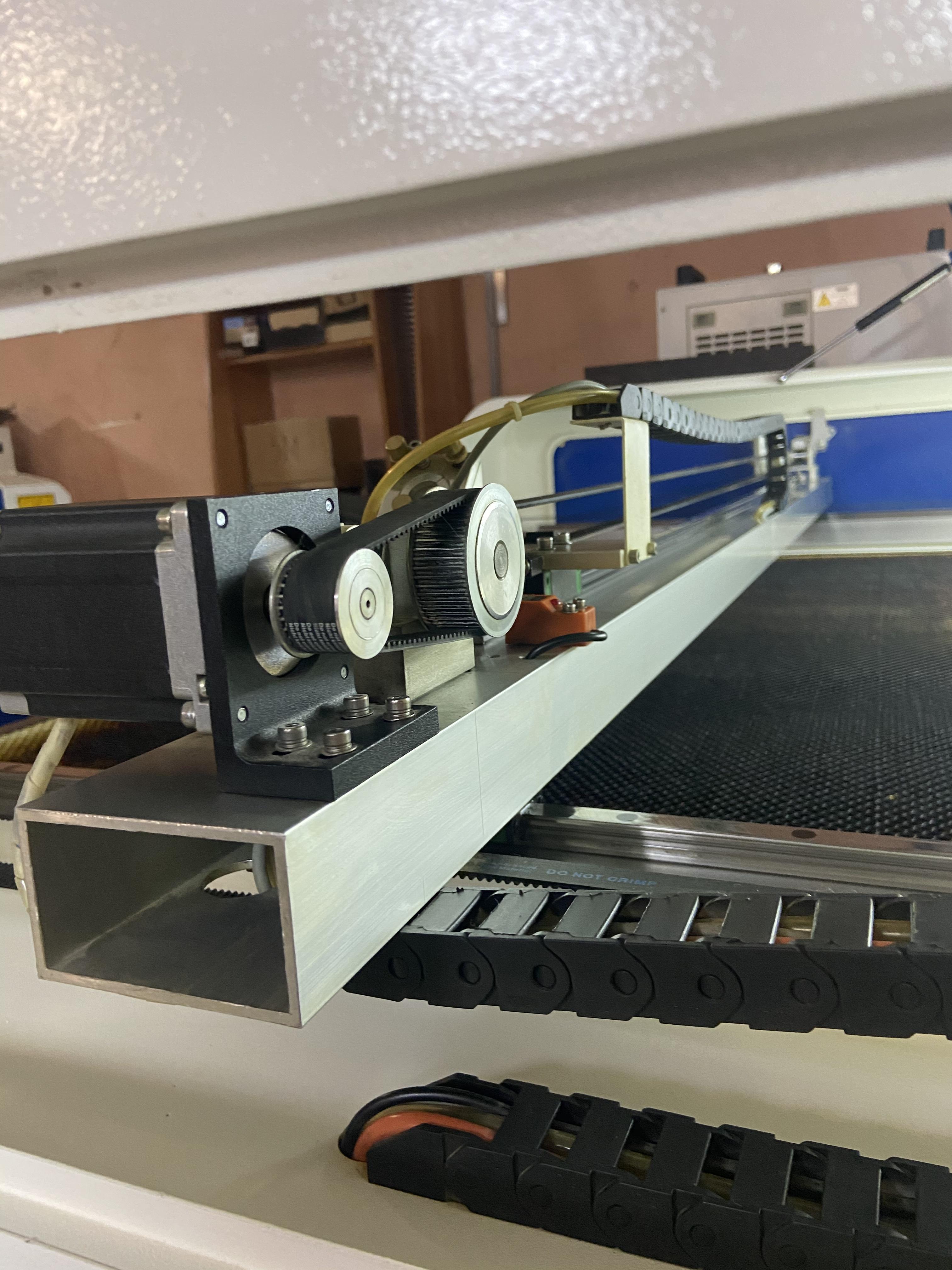
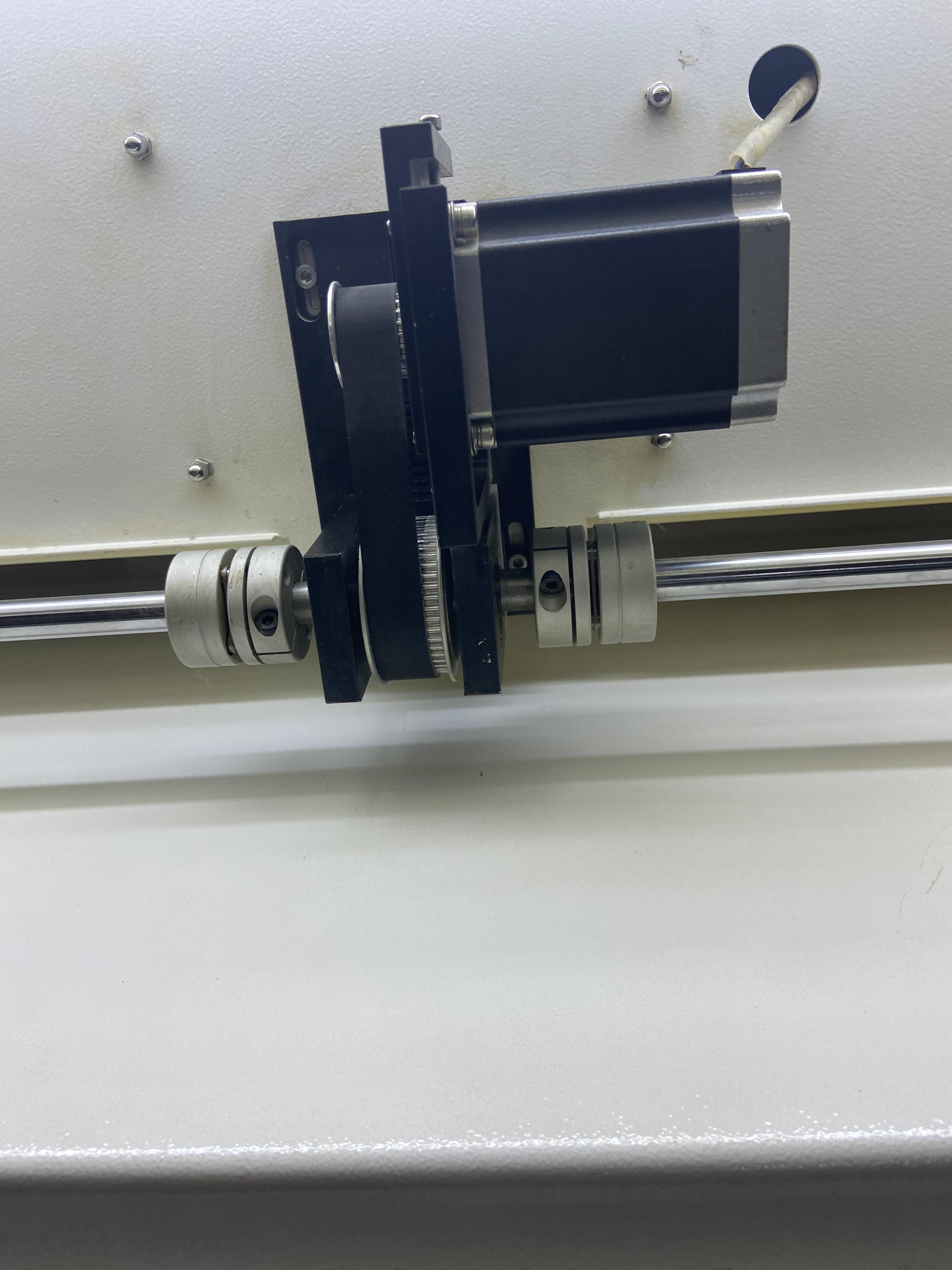
16 минут назад, Dan сказал:Комплектация хорошая. Смущает, как мне показалось, сухость направляющих. Когда последний раз они обслуживались/смазывались?
Что можно ещё проверить: Если проблема по оси Y, то там и надо искать. Сбросьте ремень с ШД по Y и покатайте портал, он должен кататься плавно, без заеданий и "перекатов" . Если таковые имеются, то либо сухие подшипники, либо перекос подшипников.
Ну и на последок: Что говорит техподдержка компании?
Смазываем в зависимости от нагрузки, по мере загрязнения производим чистку. Сейчас смазки хватает. В тех поддержку не обращался, они от меня за 400км.
Обнаружил только что, что при перемещении портала в ручную при чуть более сильном ускорение он как буд то встаёт в распор и необходимо приложить чуть больше усилий для дальнейшего его перемещения. Видео снял по звуку слышно. Это и есть перекос?
-
11.04.2021 в 08:48, Dan сказал:Помимо всего вышесказанного многоуважаемыми светилами vasa29 и PavelK , проверьте температуру моторов и температуру драйверов ШД в момент начала подобных смещений.
Драйверы, как правило, сильно не греются. Моторы могут нагреваться градусов до 50-60, т.е. рука свободно держит такой мотор, и это нормально. Если рукой уже держать нельзя, то температура перевалила за 70 градусов, а это уже плохо.
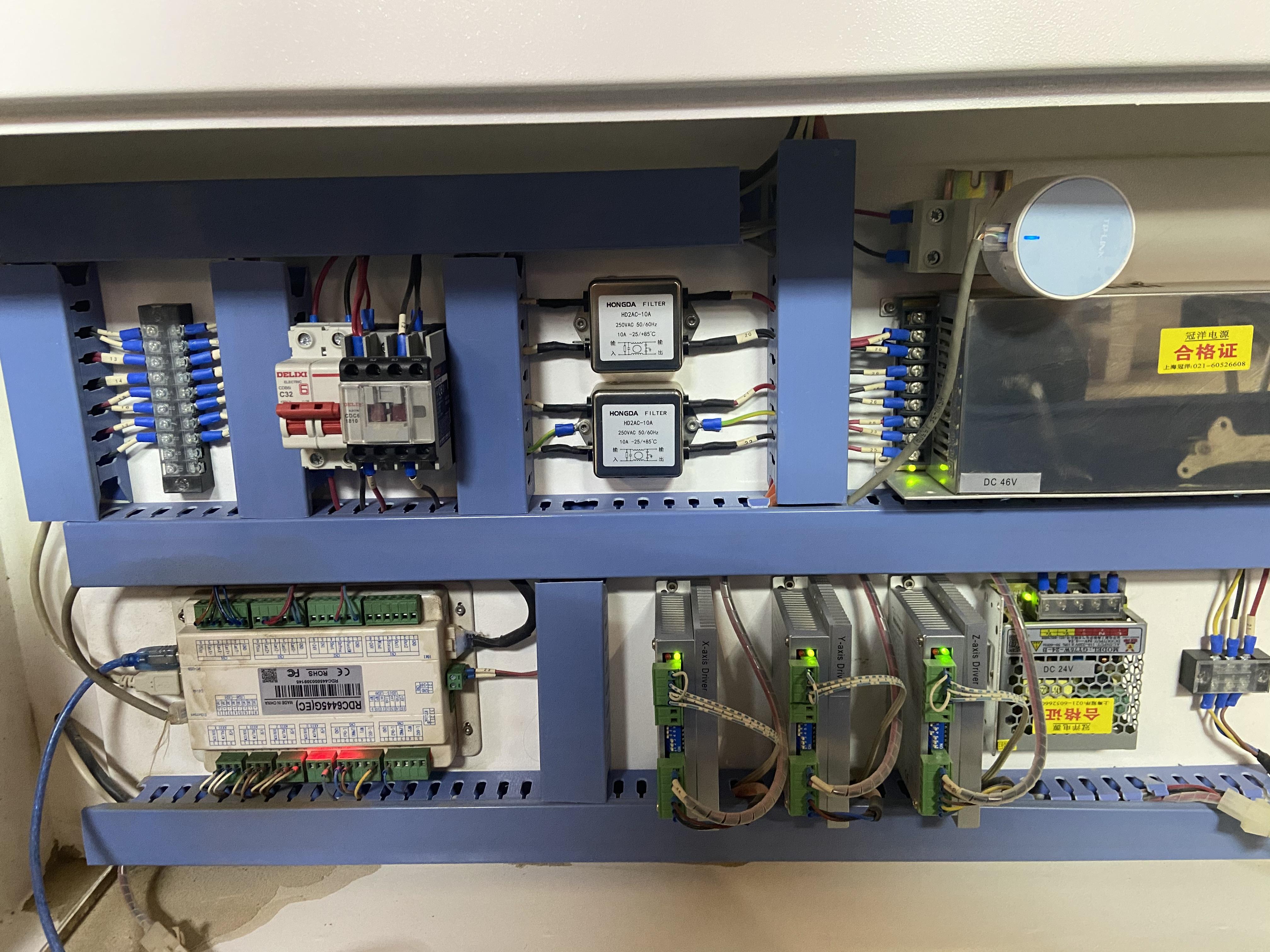
Ну, и хотелось бы по больше информации по самому станку: Управление, механика, отсек электроники с компонентами, труба и т.д., Желательно фото нормального качества и горизонтальной ориентации ... )
Шоп диагностировать геморрой, на жопу то надо посмотреть ... )
Поле 1300х900
-
6 часов назад, PavelK сказал:Здравствуйте.
Согласен с версией насчёт механики и кабеля. У станка сколько уже наработка? Смещение только по X или Y то же?
Много причин. Основное - люфты у линзы, зеркал, каретки, шкивоф, муфт, либо ремни и шкивы пора менять.
Смещение только по оси у.
Наработка у станка примерно 1500 часов.По дрожащему резу такое ощущение что в электронике проблема. Дрожащий рез начинается через пол часа работы и не везде, после перезагрузки станка пропадает и так по кругу по 30-40 мин.
-
16 минут назад, vasa29 сказал:Несложно. На выключенном станке покатайте каретку (лучше отключить колодку от драйверов).
Мигающий обрыв, это обрыв кабеля внутри изоляции. Проявляется в определенных местах, замените кабель (временно) навесным монтажом.
Спасибо
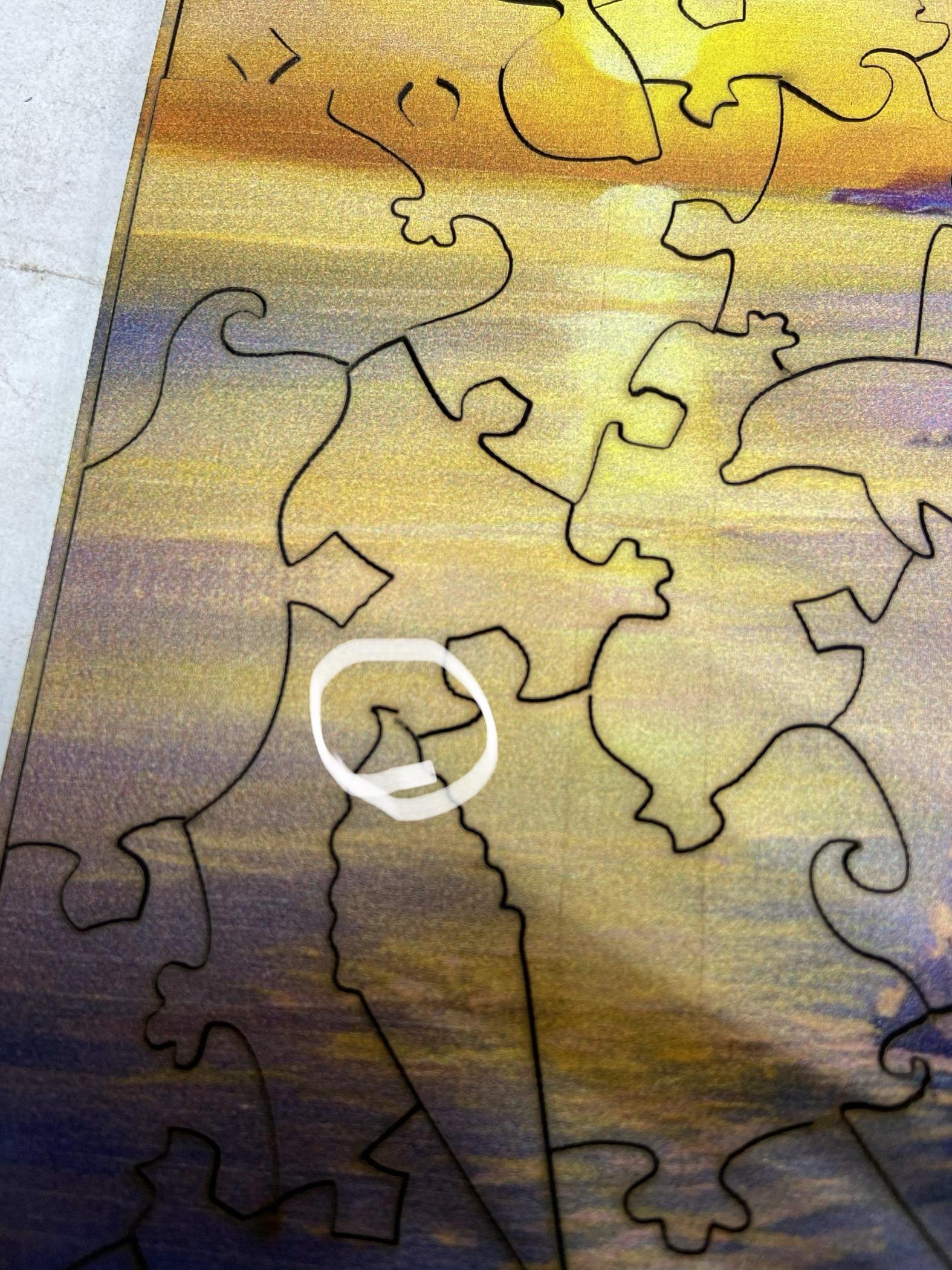
Подскажите. Вот такой дрожащий рез с чем связан?
Вот эти разрывы из-за чего?
-
Подскажите как это сделать?
9 минут назад, vasa29 сказал:Потеря шагов, проверьте механику на заедания или кабель на мигающий обрыв.
Подскажите как это сделать?
-
Не могу выложить проблему через функцию задать вопрос, выдаёт ошибку. Помогите опубликовать.
Столкнулся с проблемой смещения реза. Опишу ситуацию. Отправляю файл на резку, началась работа и спустя 20-30 мин (всегда по разному) происходит глухой щелчок или несколько щелчков (типа треск) и начинается смещение по резу примерно 1-1.5мм. Такое ощущение что в шаговом двигателе по оси у, но могу и путать. Как решить проблему? Брака на делал, время потерял и заказ горит.
-
Спасибо!
-
1 минуту назад, PavelK сказал:Доброго дня.
Это частицы пыли и содержимое дыма от резки изделий. Притягиваются статическим электричеством, т.к. у Вас высоковольтный конец почему-то без защитного кожуха:
Он есть у всех трубок в комплекте.
В большом количестве это не норма.
Есть такой красный колпачек красного цвета, лежит без дела))) я правильно понял нужно протереть все и его надеть и это решит проблему?
-
Только что, vasa29 сказал:Статика.
Это критично? Возможные последствия?
-
Да.
10 минут назад, vasa29 сказал:Снаружи?
Да.




.jpg.dea23d8d02208ecc9b4c01f5c579a5aa.jpg)









Почернели рельсы портала
в Механика
Опубликовано: · Жалоба на ответ
День добрый! На направляющих рельсах по оси «у» только на правой (левая как новая) и половино рельсы по оси «Х» по чернели и не оттираются (пока пробывал обычными влажными салфетками). Резал мдф и двп (много) и ещё резал двп с наклееной на неё Самоклеящейся пленкой оракал. Самоклейку оракаловскую правда на фанере и до этого резал ничего подобного не наблюдал. Почернело как раз та область в которой происходила резка. Заметил что после резки мдф, двп весь станок покрывается желто-коричневым налетом. Для смазки использую швейное масло. И судя по тому что это не оттерлось салфеткой пошла какая то хим реакция. Сталкивался кто с таким? Какие меры предпринять?