

Ника Хвостенко
-
Публикации
52 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
1
Сообщения, опубликованные пользователем Ника Хвостенко
-
-
Напртив Х нужно убрать
-
 1
1
-
-
5 минут назад, Виталий12 сказал:Здравствуйте! Вчера решил переустановить корел вместе с программой rdworks версия 8.01.17, после установки появилась проблема.
После скидывании файла шаблона в станок он проявляется там в зеркальном виде. Помогите решить проблему.
![IMG_20170829_142902[1].jpg](//stankoforum.net/applications/core/interface/js/spacer.png)
В меню конфигурация - системные настройки, там нужно поставить галочку напротив оси Y
-
1
-
-
8 минут назад, PavelK сказал:Должно подойти, но по-моему их не бывает 5-8 мм, наименьшее, что я находил это 10мм.
Вам станочек нужен будет, что бы заглублять на строго определённое значение. Простейших держателей дрели на Алиэкспрессе навалом.Да, у меня стойка есть для дрели, спасибо за совет!
-
2 часа назад, PavelK сказал:Магнитик то какой? Для круглых неодимовых я предпочитаю лазером. Свело оно под конус будет, нужна концевая фреза.
Да, для неодимовых, диаметром 5-8мм. Мне посоветовали сверло Форстнера, От него тоже плоское углубление получается. Вы случайно не знаете, оно подойдет для фанеры толщиной 2мм?
-
Здравствуйте, в планах изготавливать магниты из фанеры, стоит вопрос в том, как крепить к нему сам магнитик. Вариант просто приклеить отпадает, так как есть риск того что он отпадет.
Рассматриваю вариант сделать отверстия. Нужен совет. Чем это сделать качественно и чтоб было не сильно затратно по времени?
Вариант на лазере прожигать углубления - точно нет, так как это долго. Либо вариант сверлить, вопрос тогда чем? сверлом или фрезой?
Подскажите пожалуйста. -
Спасибо всем кто откликнулся, дело в том что вариант с шлиф машинкой я сразу отбросила, так как это дополнительное время на изготовление объектов, а мы делаем в основном много всякой мелочевки, магниты и тд.. Да и мелкие детали шлифовать не удобно, плюс очень много пыли от нее. Буду пробовать другие варианты.
-
24 минуты назад, Algasenok сказал:@Ника Хвостенко странно))) у меня компрессор хуже, чем ваш))) у меня всего 80л/мин. А у вас 125. Кстати, в этом тоже может быть проблема - но тут я не подскажу, я другие компрессоры не ставил.
Трубка может так быстро умирать. На улице жарко. У вас охлаждение есть? Потому что час работы трубки при температуре 30С равен десяткам часов работы при температуре 20С))) Именно поэтому и нужен чиллер.
Проверьте юстировку)))Чиллер стоит, более 22С температура воды не повышается. Не знаю тогда в чем дело( А юстировку проверяла. Когда гравирую без обдува, получается лучше, но вот нагар остается все равно да и сопло с линзой быстро загрязняются...
-
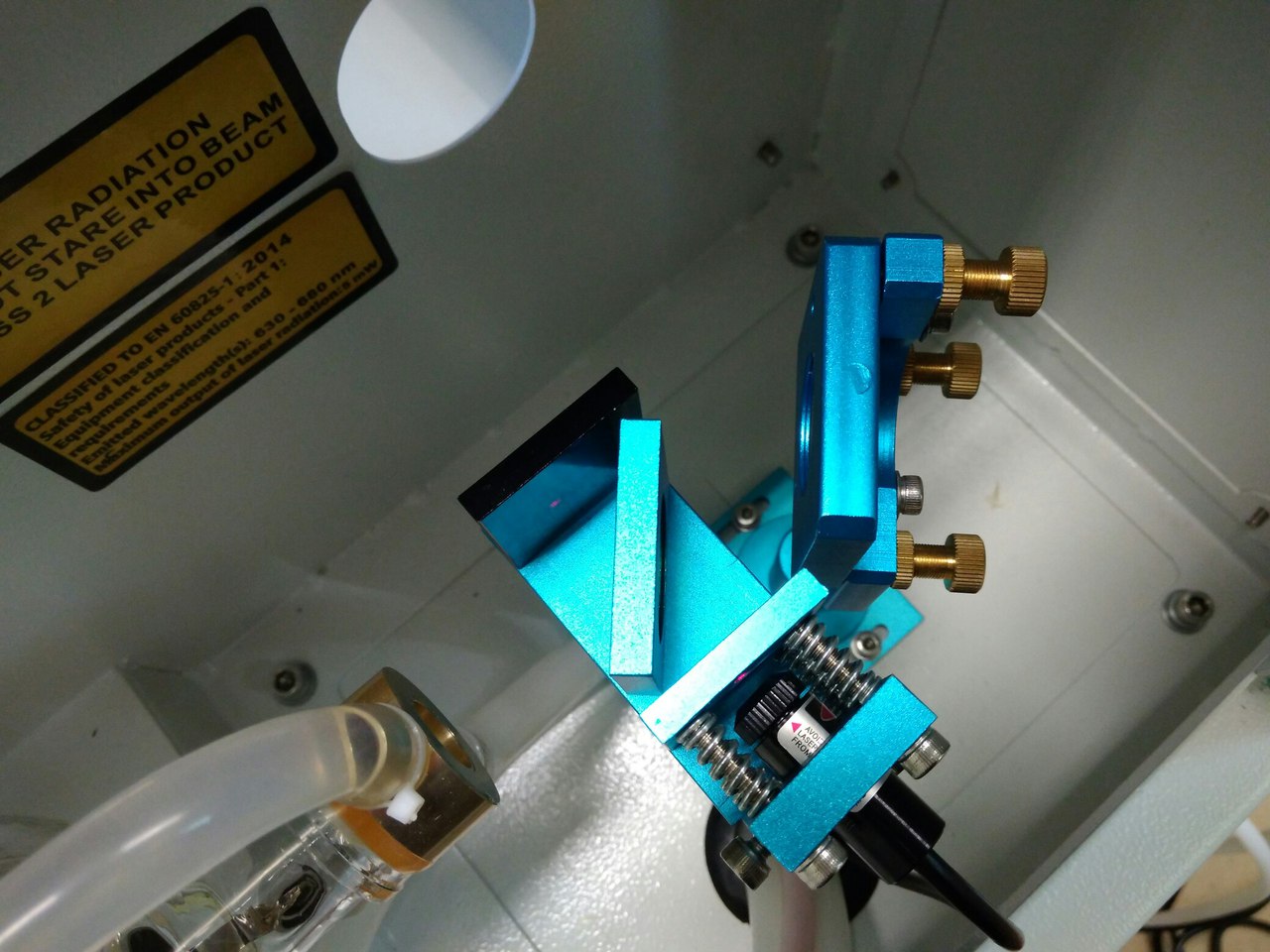
18 часов назад, Algasenok сказал:Судя по фотографии у вас может быть несколько проблем:
1. Слабый компрессор.
2. Неправильно выставлено фокусное расстояние.
3. Помирает трубка (из за многомодовости луча, он не может сфокусироваться в одной точке - вокруг него есть еще небольшой бублик, который и влияет на качество).
4. Как вам уже сказали, слишком большая скорость. я на станке 40вт гравирую на скорости 150мм/с и мощности 26%. Шаг 0.08мм. Если ставлю скорость больше, то китайская трубка+китайский станок тупо не успевают трубу включать и появляется такой результат. Вам может еще надо скорость уменьшить.
5. Ну и последнее. Самое простое))) Купите шлифмашинку. Эти нагары за 3 секунды удаляются шлифмашинкой с наждачкой зернистостью 180-270 (я обычно 180 использую для всех изделий. И 320, когда после грунта убираю ворс - но это уже другая история)
А каждый раз малярный скотч клеить.... цена изделия будет поднебесной тогда. Да и гравировка с ним получается не коричневой, а черной сожженной - мне лично не нравится.Спасибо, задумалась по поводу компрессора.. я совсем не разбираюсь, вы не могли бы подсказать слабый или нет? Потому что с фокусом все в порядке, а трубка всего два месяца работает, не может же она так быстро умирать?
-
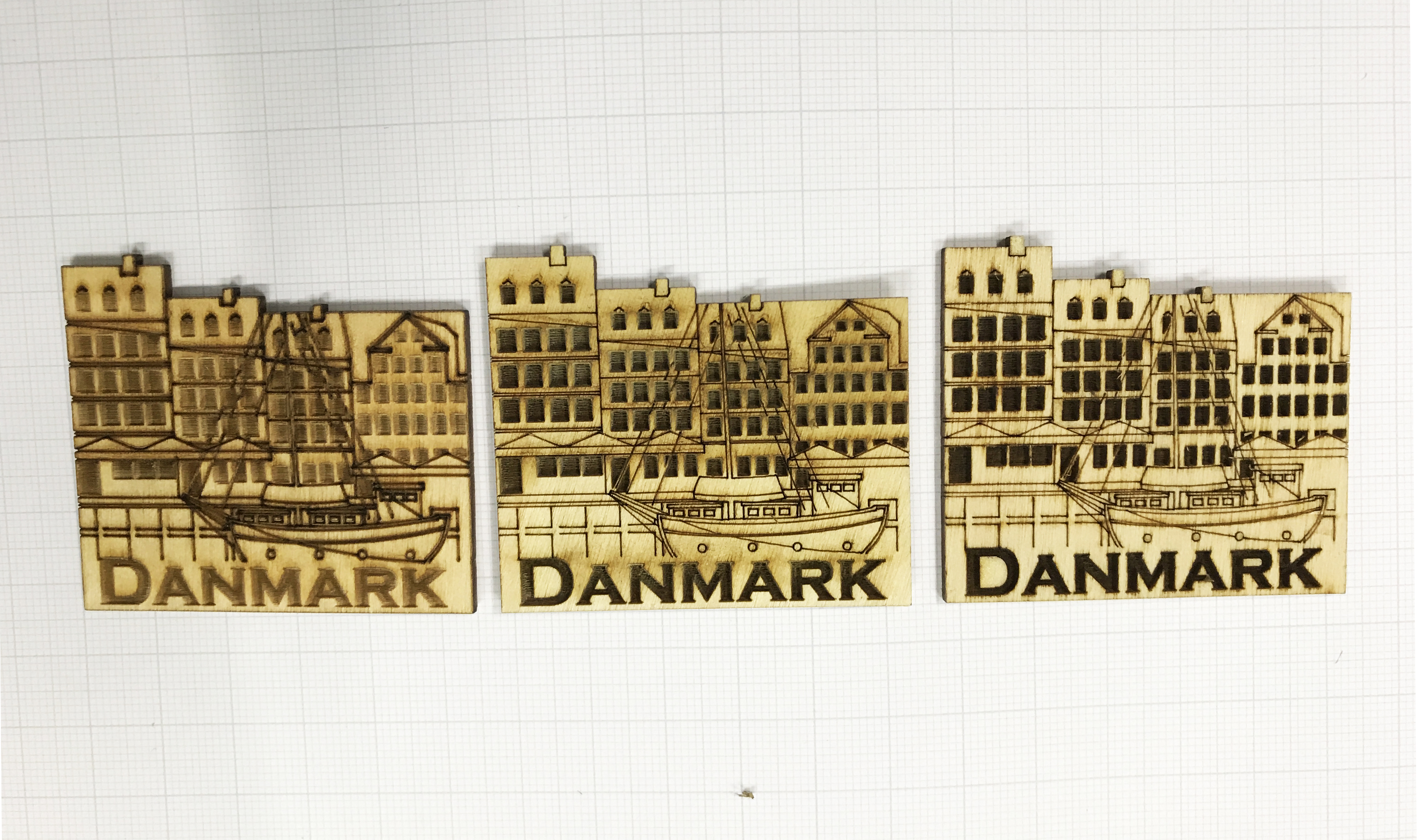
3 минуты назад, vasa29 сказал:Убавьте скорость до 100-150, прибавьте мощность. Да толстый вектор лучше, попробуйте обработать раствором пищевой соды и
отшлифовать после обработки.
Если не понравится, то растрирование 1бит
Спасибо огромное за совет!На фото слева - вариант который был, посередине - скорость 150, мощность 30, шаг - 0,06, толщина линии 0,75. Справа - параметры те же, но наклеила малярный скотч, для того чтоб не осталось нагара. Получилось так как хотела. Но конечно отдирать его долго, да и целый лист фанеры узким скотчем тоже не обклеишь... Нужно искать другие варианты от избавления нагара. У меня к вам еще вопрос, где нужно выставлять растрирование 1бит?
-
1 минуту назад, vasa29 сказал:Хочется подробностей.
Например: картинка-исходник, картинка-результат, Ваш способ гравировки (режимы, обдув)
А другие вкусный коньяк на Мальдивах. Вывод - мы все что то делаем не так
Скорость гравировки 300, мощность 25, обдув включен, заметила что при выключенном обдуве, гравировка получается лучше, но тогда приходится часто протирать линзу и головку.
Так же столкнулась с информацией что толщина вектора должна быть 0,75, а до этого всегда выставляла сверхтонкий абрис, в итоге когда попробовала не заметила особой разницы.
-
Предвижу острые шутки и комментарии
Но как вас не повеселить субботним вечером?
Проблема заключается в том, что никак не удается подобрать режим гравировки, при котором результат выглядел бы "на 5 баллов"
Цвет у гравировки получается "какашечным", а хотелось бы достичь более яркого контраста!
Кто то уже шашлыки жарит и пиво пьет, а вот я все еще на работе
Что я делаю не так?
-
1. THUNDER LASER nova 35, Китай
2. 630*940 мм.
3. 1450 мм.
4. 75 мм.
5. 290 мм.
6. 875 мм.
7. 170 мм.
8. 1060 мм.
9. Не знаю
10.
-
1
-
-
В 04.08.2017 в 11:42, PavelK сказал:Просто у вас край не ровный под 90 градусов, а скошенный. Может быть конечно так сфоткано. Ну и по всей видимости шаг гравировки слишком маленький - луч цепляет там, где уже проходил.
да, не 90, скошен немного, вот это из-за юстировки да? Шаг гравировки 0,08
-
5 минут назад, Kataew сказал:У линзы 1,5 дюйма, так и идёт 6 мм, была такая же проблема даже на полной подаче воздуха со штатным компрессором, прогорел редуктор, убрал его совсем, подача воздуха намного усилилась, рез стал чище, причём намного. И сопло перестало пачкаться. Раньше тоже оттирал его периодически. Со снятием редуктора проблема исчезла за счёт увеличенной подачи воздуха в зону реза, расстояние осталось так же 6 мм.
Что такое редуктор и где он находится скажите пожалуйста?(
-
8 минут назад, PavelK сказал:Самое оптимальное расстояние 9-12 мм, иначе струя воздуха не успеет в месте реза выдавить все продукты горения.
Шаг гравировки ставьте 0.1. Вы фокусное расстояние своей линзы знаете?
нет, а как узнать? 9-12 ничего себе, я что-то совсем запуталась, а почему в инструкции написано что 6, и для измерения в комплекте идет 6 мм акрил(
-
2 минуты назад, PavelK сказал:У вас с фокусным расстоянием всё нормально? Сколько мм от сопла до материала получается? Шаг гравировки какой ставите?
от материала до до сопла 6 мм, а шаг гравировки 0,08
-
8 минут назад, PavelK сказал:То, что с внешней это пофиг, главное, что бы на линзе ничего не было.
Линзу проверяю, чистая, но отверстие в сопле сужается из-за грязи все таки, когда она такая грязная, заметила что и нагар остается после гравировки? На что еще влияет это?
-
Здравствуйте, подскажите почему запускаю файл с RDWorks, а на машину он приходит в зеркальном положении?? Как это исправить?
-
14 часов назад, 008shadow сказал:То что вы хотите называется NESTING. Сам RDWORK на это не способен, простой массив с заданным шагом только.
Для нестинга у меня есть ArtCam, конечно не только для нестинга))), потому как есть мультикам. В нем нестинг весьма не плох.
Вам что то другое надо.
Спасибо, но я думаю что если я сделаю это в artcam, то мне придется все равно экспортировать файл в RDWorks, а там уже дольше придется назначать последовательность резки, гравировки, так как там будет множество объектов, и это наверно дольше получится( Все пытаюсь понять как максимально сократить на это время и сэкономить фанеру..
-
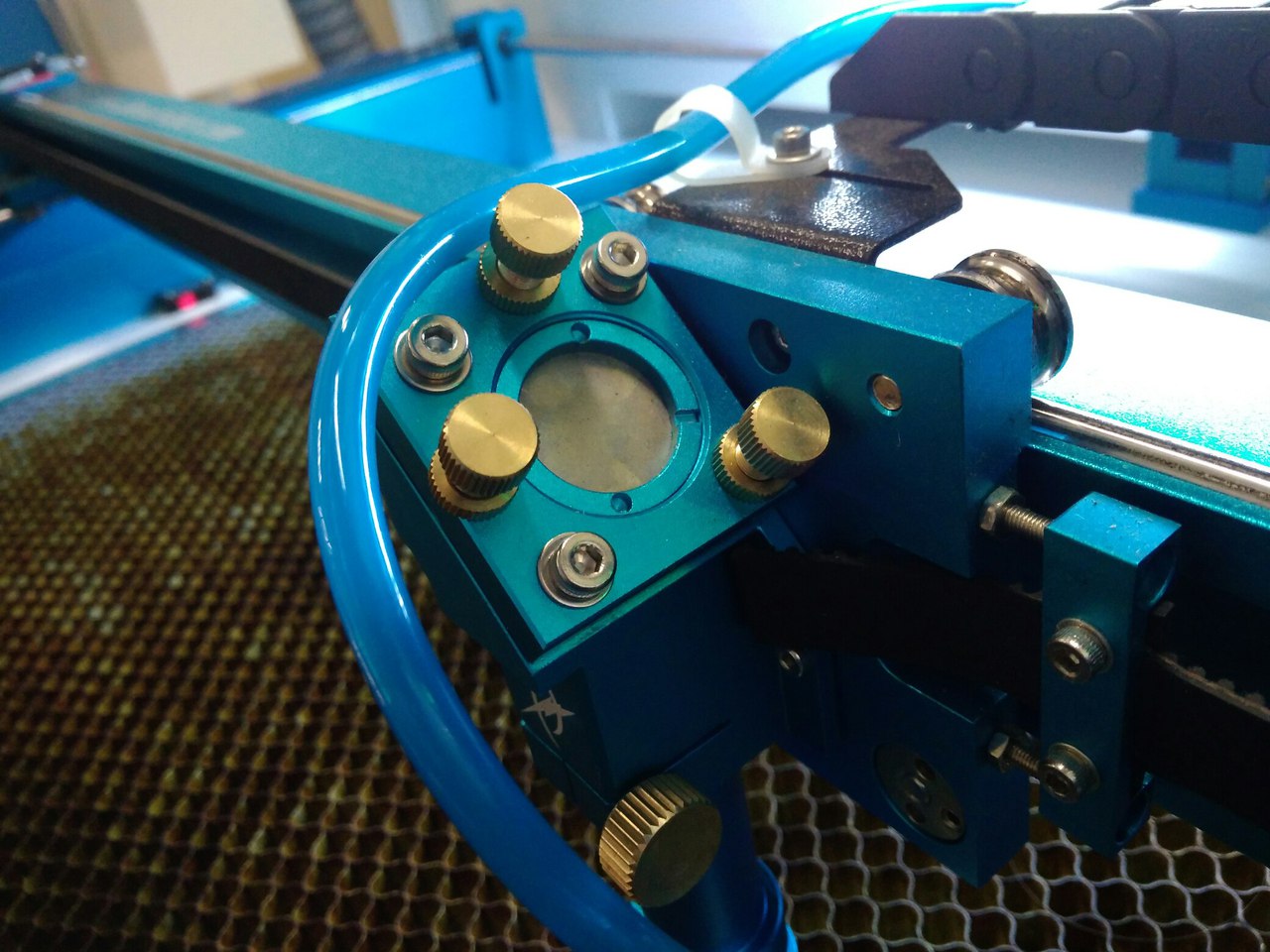
1 час назад, PavelK сказал:Фото бы... Если внутри сопла какая-то грязь, то тут дело либо в компрессоре либо в шлангах.
это появилось именно когда я стала откручивать на всю обдув
-
А если у меня наоборот, гравировка лучше получается когда винт откручиваю на максимум, но при этом быстро загрязняется сопло, и приходится часто протирать. Еще я заметила, что прорезается хуже когда сопло заляпано((( А когда на минимум откручиваю, появляется белый налет(( Подскажите что делать, я совсем уже замучилась с этим((
-
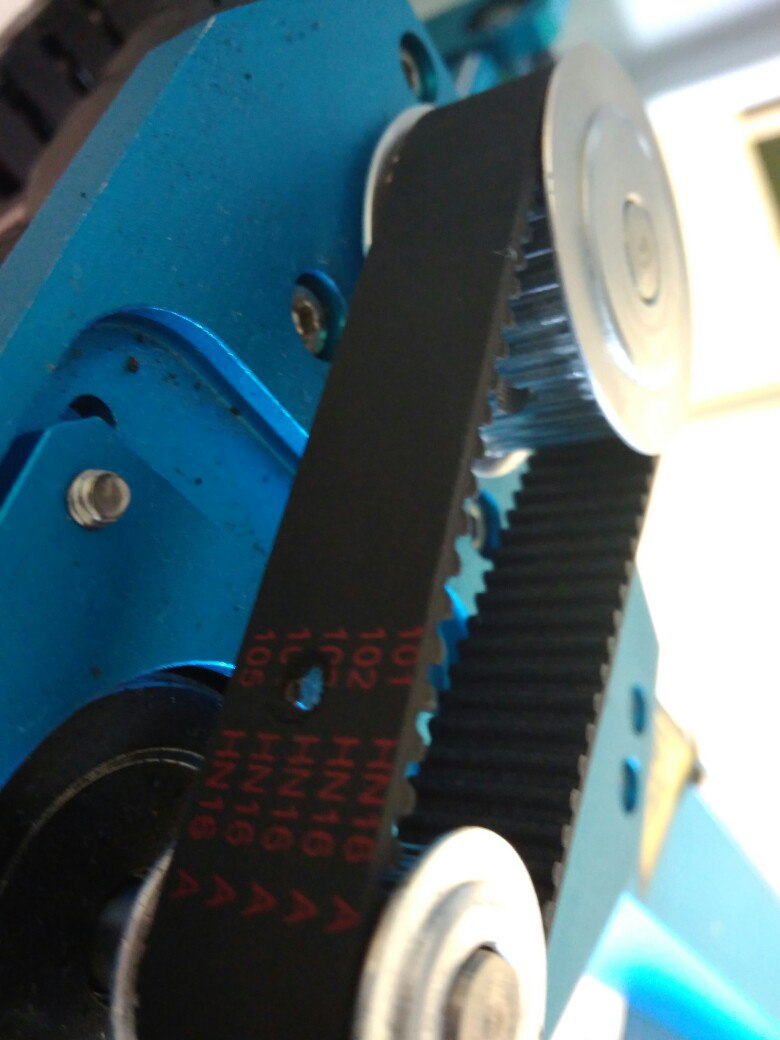
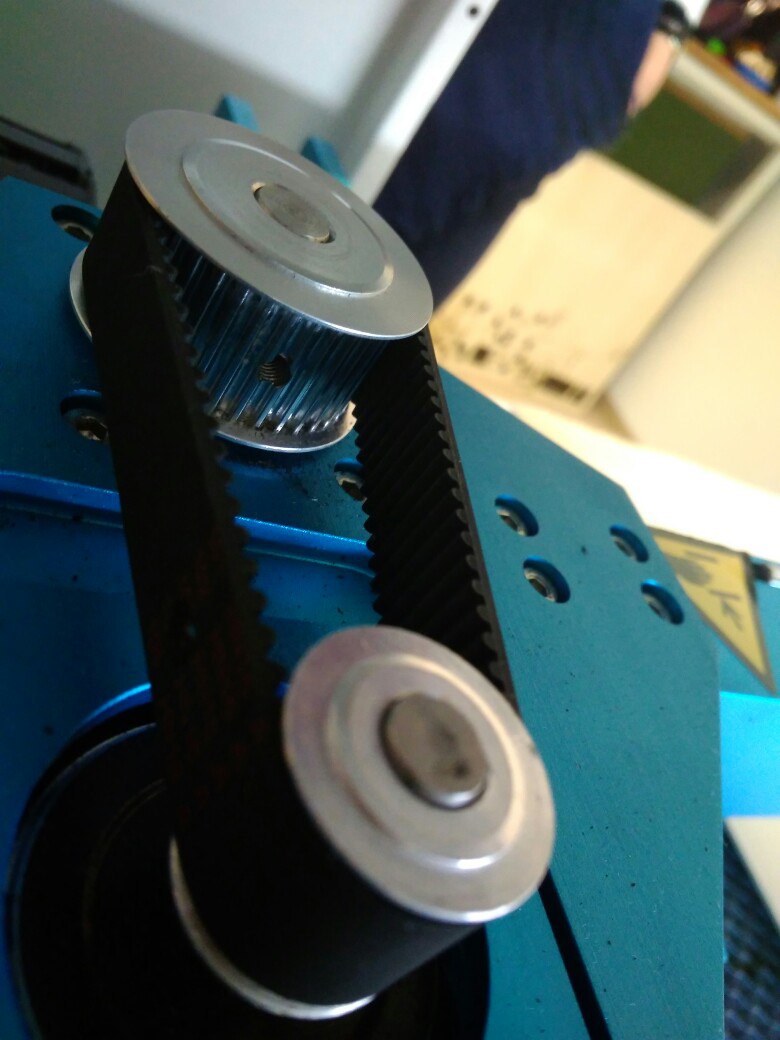
11 минут назад, 008shadow сказал:Посадите этот винт на фиксатор резьбы
можно на резьбу лак для ногтей или краску каплю и он больше не выкрутится
Поняла, спасибо, а то что резинка порвалась, так может машина работать или лучше заменить?
-
Люди добрые!! скажите что это такое, почему порвалась резинка?? выпал болт, я его когда закрутила обратно, какое то время поработал, но при этом на резинке уже два отверстия(((( потом снова выскочил. Скажите что делать??? можно так работать или следует поменять резинку и как потуже закрутить этот болт и почему вообще такое случилось??? Спасибо
-
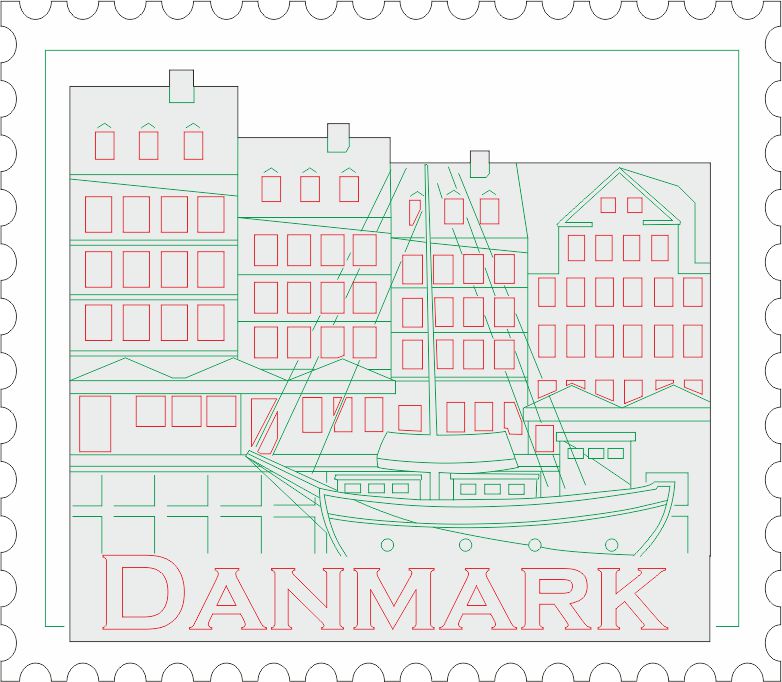
Здравствуйте, я работаю в RDWorks, подскажите, когда размножаешь объекты, есть такая возможность что бы программа сама располагала объекты максимально близко друг к другу, учитывая область фанеры. Т е чтобы оставалось меньше отходов? Или тут только вручную это делается? Может кто знает в какой нибудь другой это программе сделать можно? Благодарю
![IMG_20170829_142902[1].jpg](https://share3.stankoforum.net/file/stfm-pub/dt/monthly_2017_08/59a550c7634dd_IMG_20170829_1429021.jpg.2d65fd2b3868657822a10f327944bd72.jpg)
![IMG_20170829_142911[1].jpg](https://share3.stankoforum.net/file/stfm-pub/dt/monthly_2017_08/59a550f688cbf_IMG_20170829_1429111.jpg.307482756ae42561ba8ae0dd82a0262d.jpg)







Как гравировать акрил?
в РЕЗКА И ГРАВИРОВКА
Опубликовано: · Жалоба на ответ
Здравствуйте, подскажите, при гравировки оргстекла можно добиться гладкой поверхности? Задача стоит именно такая, а опыта в работе с оргстеклом пока нет, решила уточнить. Я так понимаю что шероховатость поверхности можно регулировать шагом гравировки так как и в фанере допустим.