

superfonarik
-
Публикации
17 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
1
Сообщения, опубликованные пользователем superfonarik
-
-
Жаль. Кастомная материнка - круто. Ну будем копать

-
PavelK, как минимум - сделать человеческий интерфейс и поднять раз в 20 скорость обработки. Далее - нормальная настройка устройства для круговой гравировки в 1 клик. Нормальный предпросмотр. Ну и если подтвердим баг софта по теме в этом топике - и его пофиксить.
А вообще надо бы плагин к иллюстратору и корелу X64 сделать.
Так а исходники подогнанного реклабом софта имеются?
-
А при гравировке векторных изображений классическое понятие 300 dpi, (как плотность точек в 1 квадратном дюйме) в плагине по-моему не стоит использовать, т.к. линия жгется непрерывно, а указанное значения dpi (или dpm как вариант) касается только плотности линий.Линия жгется непрерывно, только если вывод Outline. Если Carve - то непрерывно будет жечься только горизонтальная линия. Вертикальную будут рисовать по точкам, диагональную - коротенькими горизонтальными отрезками. Чем больше разрешение - тем визуально лучше получится.
-
Ну и еще один вопрос вам: "Новая программа LaserWork (Почти аналог )" - откуда это чудо? Оно штатно в дебаг-сборке ставится. Правда, PDB-файла самой проги нет, но и так уже лучше, чем релиз.
-
PavelK, то, что софт китайский - это ясно. Но вопрос в его авторстве. Он сделан на коленке производителем станков специально под свои станки, или производителем плат специально под свои платы? Откуда корни софта растут?
Ну и связанный вопрос - насколько я понял, у вас уже достаточно большой опыт реверс-инжиниринга и самописного софта. Поделитесь наработками?
-
Вопросы к Реклабовцам для упрощения дальнейшего процесса реверс-инжиниринга:
1) Откуда вообще взялся этот софт? Специзделие от производителя станков, или какой-то сторонний, допиленный ими продукт?
2) Они на контакты вообще не идут? Например, предложить им забесплатно сделать хорошо, если исходники дадут. В принципе, им это должно быть на руку, если не параноики. Вроде вы не мелкий заказчик, можно, наверное, договориться?
Ну или хотя бы формат выходного файла / протоколы.
3) Какие-то промежуточные/отладочные версии, у вас имеются? В идеале - с Debug-сборки, не релизной. Ну или какой-то инженерный софт для проверки/калибровки плат?
-
Update: К станку так и не удалось пробраться для полноценных тестов проблемы, станок занят
Но новость есть: удалось немного влесть в кореловский плагин (ту часть, которая макросом сделана и в целом за интерфейс и частично за обработку отвечает).
Китайский код - он конечно китайский напрочь. Руки поотрывать этим программистам
Пока разбираюсь, что там к чему, чуть позже отпишусь, что получилось с тестами, и как и куда можно допилить плагин до удобоваримого состояния. Если кому интересно - скину файлик плагина.
PS: А в LaserWork только у меня окно модальное (не перекрывается никакими другими окнами)?
PPS: Плагин для корела, а из плагина генерируется промежуточный файл AI, который уже пропихивается в (пока) закрытый софт. Вся обработка растровой и векторной графики, которая происходит перед появлением окна с параметрами гравировки - доступна для модификации.
Предлагайте идеи для реализации.
Моя идея №1 - сделать автоматический интерфейс для пересчета параметров для круговой гравировки. Вводишь диаметр, и в принципе все дальше вроде можно автоматом пересчитать.
-
Да-да, в понедельник попробуем.
-
eggle, вашу мысль про два разных lpi я уловил, но здесь не тот случай.
Изначально гравируется векторная графика, поэтому во всем процессе участвует единственная доступная пользователю настройка "чего-нибудь-на-дюйм" - LPI гравировки в настройках плагина. И плагин дает ее задать любой, но реально выше ~300 линий на дюйм горе-программист-китаец не стал заморачиваться реализовывать.
-
eggle, просветите поподробнее, пожалуйста.
У нас в полиграфии (когда мы заказываем разнообразную печать) обычно оперируют терминами DPI, и 150 DPI - это ужасающее качество, которое годится разве что для 3-метровых виниловых баннеров для наружки. С терминами LPI при общении с полиграфистами ни разу не сталкивались.
Под LPI при гравировке (Lines per Inch) я подразумеваю конкретное количество линий на дюйм, которые выводит наш лазерный станок. В скриншотах с микроскопа выше - эти линии вполне видно и они легко просматриваются и невооруженным взглядом. Ну пусть будет 11 LPM, смысл не меняется.
-
Это никак не ~300 DPI. DPI здесь вообще нежелательно использовать, так как всётаки DPI это число точек на дюйм и применимо это для относительного разрешения картинки. Т.е. DPI подразумевает сколько влезает точек в квадрате 1х1 дюйм. у Вас же измерение в линиях и не понятен маштаб - горячее с мягким смешивание. Касаемо картинки 300 дпи вообще глаз с 30 сантиметров не различает, да и с 15 то проблематично. Для измерения качества гравировки предлагаю использовать LPM. 11 линий на миллиметр это шаг гравировки 0.1 (или 10 LPM), лазер может выдать 0.01 (или 100 LPM)Согласен, DPI здесь не самый уместный термин, пусть будет LPI.
Считалось по формуле 11 линий на миллиметр, 25.4 миллиметра в дюйме, 11*25.4=279.4 линий на дюйм.
Масштаб понятен на картинках в первом посте - сверху миллиметровая линейка приложена.
Насчет того, что глаз не различает 300 - сильно зависит от получающегося объекта. Если вы гравирнете на металле тонкую почти горизонтальную линию (по диагонали прямоугольника 200мм на 1мм) - ступеньки на 300LPI будут очень заметны. Индивидуальные пиксели на современных мониторах тоже неразличимы, но стоит приложить под небольшим углом к вертикали линейку - увидите гребенку.
Что, собственно, и получается с вышеописанными картинками.
Вопрос не в том, что станок не может - станок-то как раз может ого-го какое качество!
А штатный плагин для корела - это качество полностью не использует.
Но надо, правда, попробовать LaserWork.
К сожалению, файл выложу только в понедельник, сегодня до лазера так и не добрался
-
Народ камеры ставит на головку
Тоже об этом задумываемся, но тут вопрос совмещения поля зрения камеры и гравировки. Особенно при разной дистанции фокусировки.
А если еще гравировать не на плоскости/цилиндре, а на конусе - вообще труба
Для плоскостей есть мысль поставить красный/зеленый лазер на пути следования основного лазера (откидывающийся при закрытии крышки), чтобы он штатной линзой фокусировался, и подключиться к DSP-плате, чтобы еще и моргал синхронно с обычным. Далее на сверхнизкой мощности (1-5%) проходим файл гравировки, снимая процесс на фотоаппарат с большой выдержкой. По идее, может получиться своеобразный "предпросмотр".
Как с адаптером для круговой гравировки это сделать, пока непонятно
-
Аналогично!!!
У меня таких проблем не наблюдается. Качество гравировки лучше проверять на металле. И еще у меня станок гравирует с разрешением до 1000dpi. Проблем с плагином никогда небыло.
Без описанного хака получается (можно измерить по картинке с микроскопа) ~11 линий на миллиметр. Это ~300 DPI. При том, что в настройках задавалось 1000. Т.е. точность не растет выше 300.
С хаком - явно получается сильно за 1000.
Файлик вечером выложу. С Laserwork также попробуем
-
что бы правильно держать фокусМожет у нас ЛЦУ шел бракованный, но пятно штатного лазера было невнятной формы, примерно 4х5мм, и какой-либо фокусировке не поддавалось в принципе. Также из-за отсутствия разъема ребовало перестановки при смене линз, болтаясь в неудобной позе.
Cross-Hair адаптер полезен, когда материал нелистовой и права на ошибку и варианта "переделать" нет. Например, гравировка 4х2мм на поле 5х3мм на круглом фонарике стоимостью 100 000 рублей
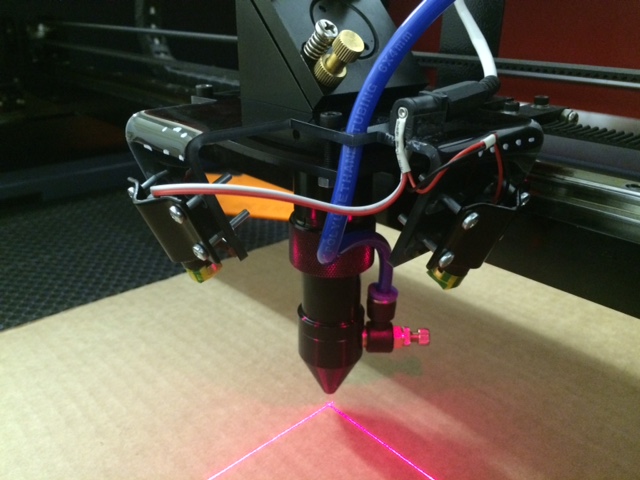
По оси Х линейку лучше ставить в районе мотора, она тогда всю ось х отбивает. Посмотри как у меня сделано
Спасибо, интересно. У вас слева яркость луча должна быть сильно ниже, чем справа. Плюс это ж вообще кардиохирургия - луч на такую длину юстировать
-
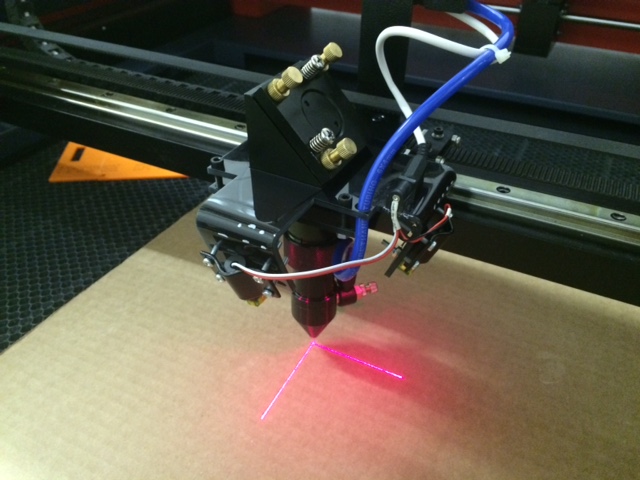
Не секрет, что штатный лазерный целеуказатель, идущий в комплекте с Raylogic'ами, годится только для того, чтобы его открутить и выкинуть
После непродолжительной медитации и гугления родилась конструкция:
Cross-Hair адаптер для позиционирования лазера.
Используются два лазерных модуля с DealExtreme:http://www.dx.com/p/red-laser-module-focused-line-3-5v-4-5v-16mm-5mw-5928
или из Чипа и Дипа:
http://www.chipdip.ru/product/ie84-05clf/
При любом расстоянии фокусировки лазер всегда "бьет" четко в пересечение линий.
Электрически модули запитаны в параллель, и посажены на те же 5В, которые шли на штатный лазер.
Для удобства сделал отключаемым разъемом.
Чтобы ширина линии была совсем тонкой, нужно наклеить на линзу лазера
изоленту с тонкой щелью шириной 0.1-0.2мм, поперек насечек линзы.
В этом случае линии остаются тонкими в пределах полуметра.
Минусы, которые уже успели проявиться в текущей конструкции:
1) Если убрать штатный ЛЦУ, сопло прикручивается чуть выше из-за
отсутствия кольца под крепление лазера. В результате штатная шайба для
фокусировки уже не подходит. Впрочем, она не подходит и для короткофокусной линзы - нужны новые шайбы.
2) 3мм оргстекло в качестве арматуры тонковато для такой конструкции: лучи немного
уезжают из-за деформации. Лучше взять 5-6мм или сделать пропилы в загнутых краях и
вырезать перпендикулярные подпорки.
Впрочем, если голову не трогать, само ничего не уезжает.3) Лазерные модули из Чипа и Дипа подходят не очень: линза болтается в
корпусе лазера и легко смещается. Можно посадить на эпоксидку,
будет жестко. Дилэкстримовские железные, значительно лучше.
4) На прозрачном акриле лучи не очень видно.
В целом решение оказалось очень удачным, позволяет, во-первых, выставить
исходную точку с точностью в районе 0.2-0.5мм, а во-вторых - по
линиям сразу видно, ровно ли лежит материал и куда пойдет голова.
При очерчивании рабочего поля также сразу отлично видны границы
рисунка и материала.
Если кому-то надо, выложу файл раскроя оргстекла.-
 1
1
-
 2
2
-
-
Т.к. техподдержка Реклаба несколько отмалчивается, спрошу здесь.
Станок Raylogic 11G 690, пытаемся делать гравировку на анодированном алюминии с
короткофокусной линзой. Пользуемся плагином к Корелу последней (версии 8.4.1)
Возникла проблема: качество гравировки получается очень низким, даже
при малой скорости (50мм/с) и высоких установках DPI.Фактически, значения DPI выше 600 уже ни на что не влияют: даже 2000
DPI дает такой же результат, как 600.
При этом реально даже 600 DPI не получается: навскидку, разрешение
выходит в районе 150-200 DPI.Пробоваливсе варианты настроек мощности/скорости: станок упорно не желает гравировать с хорошим или даже хотя бы приемлемым качеством.
От безысходности попробовали сделать некий хак: В настройках станка в плагине изменили шаг:сделали масштабирование x5 по обеим осям (WishSize:100mm, RealSize:500mm).
После этого в кореле аналогично отмасштабировали изображение на 500%, и
попытались загравировать.
Результаты без хака и с "хаком" в аттаче.Сверху - миллиметровая линейка.
Т.е. станок на самом деле свою заявленную точность выдает и умеет делать очень точную гравировку.
У нас предположение, что плагин, когда обрабатывает векторную графику
файла, изначально режет графику с очень низким разрешением.Там есть настройки "Curve quality", которые изначально стоят на Medium, но даже задирание их на Most High не влияет ни на что.
Можете как-то пофиксить плагин?
Пользоваться этим хаком постоянно невозможно, т.к. рабочее поле станка пропорционально уменьшается до очень маленькой области.





Правильный лазерный целеуказатель для Raylogic 11G
в Полезные советы
Опубликовано: · Жалоба на ответ
К сожалению, финального файла раскроя не осталось. Но в целом несложно восстанавливается. Просто квадрат с прямоугольным отверстием под нависающее зеркало с двумя ушами. Уши гнутся по месту, по лазеру на каждое ухо на болтах.