

YaltLex
-
Публикации
57 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
6
Сообщения, опубликованные пользователем YaltLex
-
-
Добавляю в дистилят изопропиловый спирт на 6 л всего 50 грамм, может больше для самоуспокоения, и меняю эту смесь в чиллере каждые месяц-полтора.
-
На AlumaMark волоконным станком Вы не сделаете так, как СО2 лазером. А при выборе СО2 лазера не гонитесь за мощностью, у меня труба 35вт и то с мощностью для AlumaMark играюсь 5-6 процентов.
-
Увидел рекламу продажи в России станков Yueming завода «Han's Yueming Laser».
Характеристики вроде неплохие. Сталкивался ли кто-то с этими машинами в работе?
-
Думаю трапеция на нашем станке при гравировке печатей, это даже не юстировка, а удачное стечение обстоятельств.
") Сочетание таких фактов, как начало и конец "выстрела-поджига" лазера, определенного сочетания натяжения ремней и т.п.
Сочетание таких фактов, как начало и конец "выстрела-поджига" лазера, определенного сочетания натяжения ремней и т.п.
-
 1
1
-
 1
1
-
-
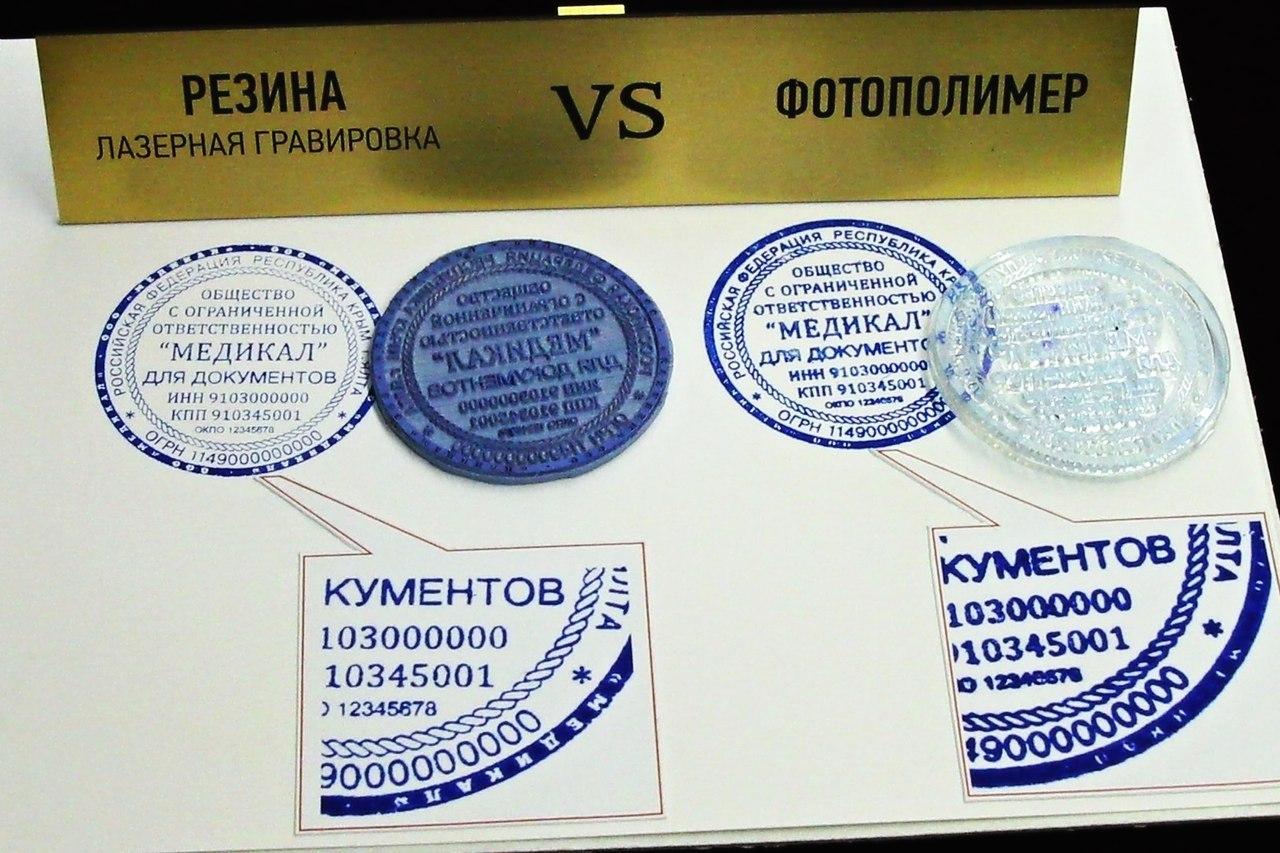
Попросите сделать печать более менее стандартную, с ИНН , ОГРН, кеглем 5-6. Пусть оттиск и правда сделают, прояснится можно ли на этом станке печати делать.
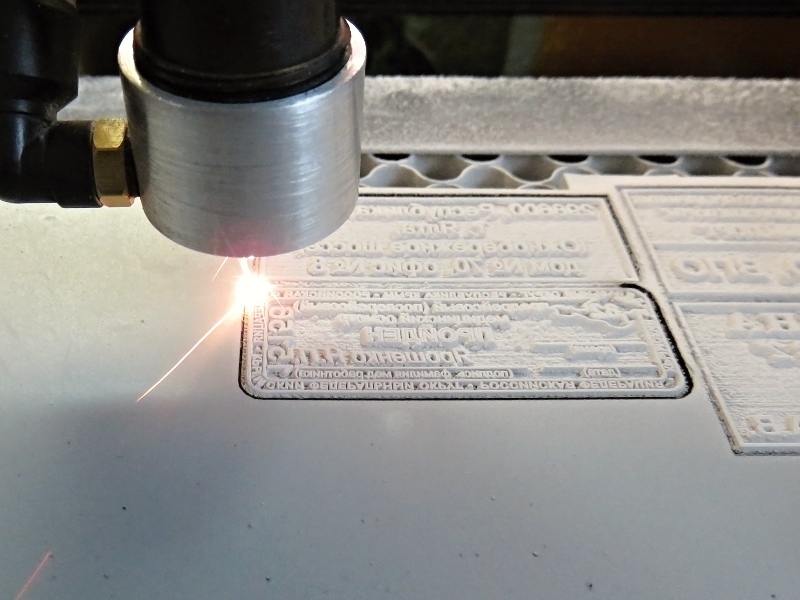
Мы делаем на 304 мини труба 35вт, вполне хватает. Что интересно - на этом простом станке с материнкой М2, без настроек рамп-эффекта элементы печатей и штампов у нас имеют трапецию - расширение книзу.
-
Для изготовления клише, все же лучше связка фрезер-лазер. Лазером не обрежешь клише по контуру (или это займет многие часы),. Если на клише большие пробельные элементы, то лазеру тоже долго работать придется - сравнимо по времени с фрезой. Сейчас делаю клише так https://halk.ru/forum/threads/3448/
Но цена в деньгах такой связки...
-
1
-
-
Да странно, на прямую с корела экспорт в DXF дает растр. А вот если продублировать этот рисунок через "создать границу" для каждого элемента, а потом экспортировать в DXF , то все нормально см. файл. Бывают в кореле необьяснимые глюки...
-
1
-
-
-
Линза нужна только 1 дюймовая, гравировка только в однонаправленном режиме. На наших простых станках нет программных рамп эффектов, для предотвращения пережигания ( делаются слишком тонкие элементы) нужно в макете закладывать - делать толще все на 0,06-0,07мм если делать в векторе, что предпочтительней. Если работать с растром то при разрешении макета 2400 dpi, применяем расширение маски на 4. Что-бы все это делать нужно свободно владеть сязкой CorelDRAW -Corel PHOTO-PAINT.
-
1
-
-
Вообще получается, что китайцы на данном этапе незаслуженно обижают станки малых размеров (до 30х40). И электроника и механика - всё туда суётся самое простейшее. А у меня профиль работы мелкая и точная гравировка, где трубы 40 Вт с головой хватает. Есть конечно такие штуки как GCC Venus II V12, но так, там и цена в 10 раз больше. Сам периодически просматриваю "новинки китайского лазерпрома" в надежде прикупить продвинутый лазер с полем 20х30, пусть и подороже простенького 40w 300x200
-
Кожу и пластик лучше все же на СО лазере гравировать. 98% времени работы это с металлом, вот тогда появляется запах "сварки". Я то же подвесил гофру рядом с полем обработки и включаю канальник.
-
1
-
-
Ну да это 304 мини в работе, с докупленной линзой и сделанным под неё соплом.
-
Сделал на 304 мини несколько сотен печатей и штампов. Отлично получаются, после 20лет изготовления фотополимером исполнилась мечта. Для изготовления точных с мелкими элементами нужна линза 1дюйм, обязательно однонаправленный режим гравировки! Резину используем COLOP голубая и TRODAT Aero серая. Шрифт 3-4 кегля прекрасно видно. Разве, что с сеткой для сертифицированных печатей могут быть сложности, но это 0,5% рынка, да и пошли они со своим сертификатом за 60 тыш.
-
1
-
-
Если это самоклеющийся пластик типа Rowmark LaserLights 0,1 мм, то он очень критичен к мощности и фокусу (пережёг/недожёг). У себя выставляю мощность с десятыми долями процента (6,5%) и каждый раз начиная партию делаю контрольную гравировку.
-
В 13.01.2018 в 10:56, Stanislav сказал:Возможно еще потревожу, чтобы узнать, где делали сопло
Не поверите в - Интернете! Город к нас непроизводственный, объявлений по токарке нет, где-то надо ходить, искать. Забил поиск в интернете и вышел на страничку Вконтакте, где тусуються токаря, принимают заказы, там мне один москвич и сделал и прислал, быстро и за нормальную цену.
-
1
-
-
По коже использую линзу 1,5 дюйма, разница с комплектной линзой 2 дюйма в передаче мелких элементов при гравировке на коже заметна. Но пришлось заказывать сопло под неё. Сразу поднопрягся и купил чиллер 5000, спокойно работаю летом в 35 гр, отдавая внимание гравировке, а не измерениям температуры в тазике с водой.
-
1
-
-
А зачем большое поле если гравировкой заниматься. Нам на это и 300х400 хватает на 304мини , на печатях при нормально поставленной работе за 1-2 месяца себя окупает вместе с чиллером. Линзы меняю постоянно: печати 1 дюйм, скрутил поставил 1,5 дюйма на гравировку пластика и дерева, полчаса на бейджах, опять перекрутил 1дюйма на штампы. Переюстировать не надо.
-
Примеры работ на оптоволоконнике можно посмотреть у нас в группе https://vk.com/album-105633711_247995973
Жаль не все сделанное успеваю туда выкладывать.
-
2
-
-
44 минуты назад, gabber сказал:можно ссылку на продавца?
Купил эту линзу, для расширения поля и увеличения глубины фокуса, что критично для криволинейных предметов (фляжки, ложки и т.п.)
-
1
-
-
Докупил себе на АлиЭкспрессе линзу 175*175, китайскую работает нормально.
-
К сожалению на stankoforum нет отдельной ветки про оптоволоконные лазеры, а есть она на halk.ru/forum/forums/161/ Изучите всю ветку и многие вопросы прояснятся, сам этим занимался перед покупкой волоконника. Излучатель MOPA значительно дороже того же Raycus , которым тоже получается гравировать на телефонах темным, см. фото. Зеленоватый и розоватый цвет на стали действительно получается расфокусировкой, ну а глубина на стали достигается количеством циклов проходки и очистки. На стали пока не было надобности заглубляться, а вот клише для тиснения по бумаге (визитки и т.п.) из магниевого сплава на глубину 0,5-0,6 мм мой лазер 20Вт линза 110х110мм делает за 15 циклов проходка-очистка.
-
2
-
-
На первой фотке бамбуковая дощечка, отлично гравируется, только где её взять. На второй фотографии очень похоже на "Высококачественная листовая древесина для лазерной гравировки" ольха есть на allengraving.ру идеально гравируется и режется, очень ровная. Но стоит "собака" 700 руб 110х610мм.
-
1
-
-
Должно помочь, спасибо Александру.
-
1
-
2
-
-
При инкрустации шпоном 0,6мм на прожиг даю 0,06-0,07 мм. Увеличивая или уменьшая соответственно сопрягаемые детали функцией Контур в Кореле. Но это вообщем-то частный случай для моего станка при резке с мощностью 6-7% и линзой 1 дюйм.
-
2
-

.JPG.e06900caad0382f2f2c76f2d17238e10.JPG)
Нужен станок для изготовления шильдиков из AlumaMark
в Что выбрать?
Опубликовано: · Жалоба на ответ
AlumaMark действительно сделан под СО2. При правильных режимах дает, например на золото-глянец, красивый черный цвет, который как бы выступает над поверхностью и виден под разными углами зрения.
Обычный волоконник (не МОРА) просто сжигает драгоценное покрытие AlumaMark и алюминий под ним. На повышенной мощности без очистки можно получить темно-серый цвет. Можно зачернить химическим зачернителем. Но такой же эффект можно получить и на обычном алюминии для сублимации, который на порядок дешевле AlumaMark.
Зато волоконником можно делать очень быстро и с мельчайшими деталями.